

ผลิตภัณฑ์
- บริการปรับแต่งหลัก
- การดูแลสุขภาพ
- เครื่องใช้ไฟฟ้าและเครื่องมืออิเล็กทรอนิกส์
- แม่พิมพ์ของใช้แม่และเด็ก
- กีฬาสันทนาการ
- ศิลปะการตกแต่งบ้าน
- อุปกรณ์ประดับยนต์
- การขนส่งและคลังสินค้า
- อุปกรณ์แสงสว่าง
- อุปกรณ์ก่อสร้าง
- สินค้าบรรจุภัณฑ์
- การศึกษาและห้องปฏิบัติการ
- เสื้อผ้า กระเป๋า อุปกรณ์ตกแต่ง
- ผลิตภัณฑ์ดูแลและทำความสะอาด
- เกษตรกรรมและป่าไม้
- อุปกรณ์เครื่องกล
- อุปกรณ์สำหรับสัตว์เลี้ยง
- เครื่องครัว






แว่นตาฉีดขึ้นรูป
Ningbo (P&M) Plastic Metal Products Co. , Ltd. มีเทคโนโลยีการผลิตแม่พิมพ์ 17 ปีและสามารถปรับแต่งการฉีดขึ้นรูปแว่นตา เราให้บริการการฉีดขึ้นรูปแว่นตาที่ปรับแต่งได้อย่างมืออาชีพและเราเป็นผู้ผลิตการฉีดขึ้นรูปแว่นตามืออาชีพ เรามีประสบการณ์เพียงพอในการเลือกวัตถุดิบผลิตภัณฑ์และวัสดุแม่พิมพ์ ในกระบวนการปรับแต่งการฉีดขึ้นรูปแว่นตาโรงงานของเราสามารถให้บริการแบบครบวงจรได้ เรามีความสามารถในการออกแบบและการผลิตที่เกี่ยวข้องกับการฉีดขึ้นรูปแว่นตาเช่น: การออกแบบ CAD, การผลิตแม่พิมพ์, การฉีดขึ้นรูปการผลิตผลิตภัณฑ์พลาสติกการประกอบและเทคโนโลยีอื่น ๆ
ส่งคำถาม
รายละเอียดสินค้า
นอกจากนี้ บริษัท ของเราได้สร้างความสัมพันธ์แบบร่วมมือกับซัพพลายเออร์วัตถุดิบพลาสติกผู้ผลิตสิ่งพิมพ์ ฯลฯ เพื่อให้แน่ใจว่าอุปทานวัตถุดิบและคุณภาพการพิมพ์ ด้วยประสบการณ์อันยาวนานและห่วงโซ่อุปทานที่สมบูรณ์แบบ บริษัท ของเราสามารถให้บริการลูกค้าด้วยผลิตภัณฑ์ฉีดขึ้นรูปแว่นตาที่มีคุณภาพสูงเพื่อตอบสนองความต้องการเฉพาะของพวกเขา ในขณะเดียวกันเรามีประสบการณ์การบริการการค้าต่างประเทศอย่างมืออาชีพ 10 ปีเข้าใจกระบวนการค้าต่างประเทศและให้บริการลูกค้าของเราดีขึ้น สำหรับผลิตภัณฑ์การขึ้นรูปแว่นตาเราสามารถทำชิ้นส่วนพลาสติกที่สอดคล้องกันซึ่งส่วนใหญ่ทำผ่านแม่พิมพ์ฉีด




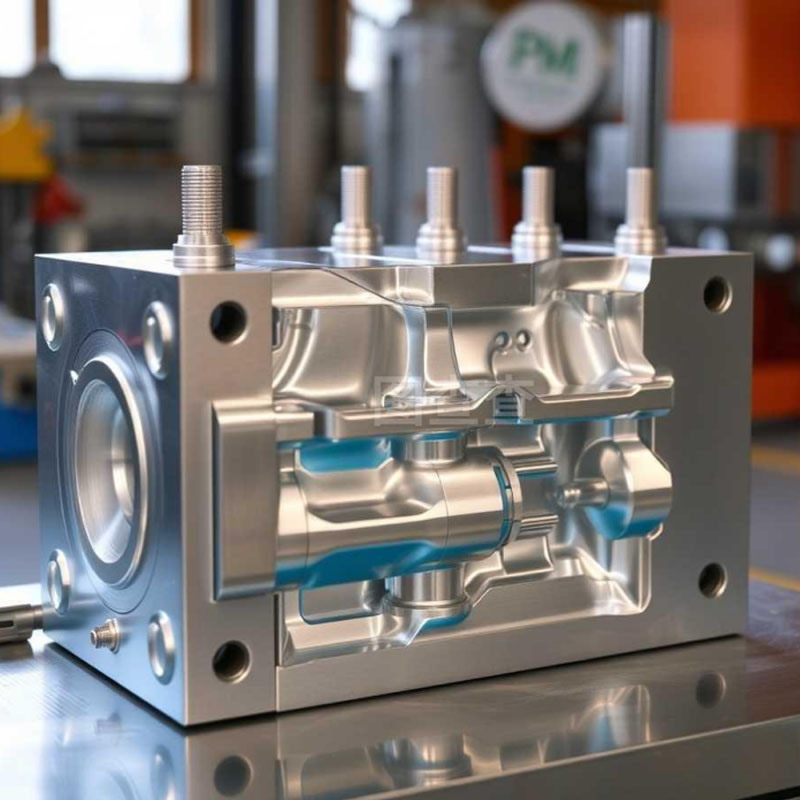
กระบวนการฉีดขึ้นรูปสำหรับแว่นตาพีซี (โพลีคาร์บอเนต) แว่นตาต้องการความสมดุลของความโปร่งใสสูงความต้านทานต่อแรงกระแทกความแม่นยำมิติและคุณภาพพื้นผิว ต่อไปนี้เป็นประเด็นสำคัญ:
1. การเตรียมวัสดุ
ลักษณะของพีซี:
การส่งผ่านแสงสูง (พีซีเกรดออพติคอลเช่น Lexan ™เป็นสิ่งจำเป็น) ความต้านทานรังสียูวีและความต้านทานอุณหภูมิสูง (อุณหภูมิการโก่งตัวของความร้อน 130-140 ° C)
เนื่องจากเป็นพลังงานความร้อนจึงต้องทำให้แห้งก่อนการฉีดขึ้นรูป (120 ° C เป็นเวลา 4 ชั่วโมงจุดน้ำค้าง≤ -40 ° C) เพื่อป้องกันการไฮโดรไลซิสที่อาจทำให้เกิดฟองอากาศหรือริ้วรอยเงิน
สารเติมแต่ง: ความคงตัวของ UV (สำหรับการใช้งานกลางแจ้ง), สารป้องกันโรคหรือวัสดุเคลือบแข็ง (เข้ากันได้กับการเคลือบที่ตามมา)
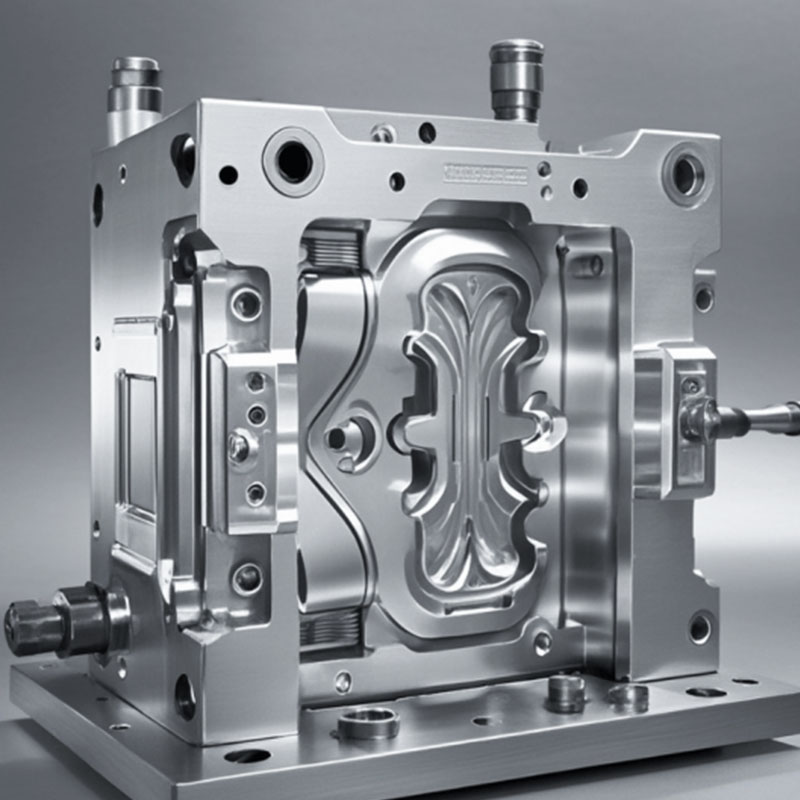
2. การออกแบบแม่พิมพ์
โพรงคุณภาพสูง: พื้นที่เลนส์และเฟรมต้องใช้การขัดเงากระจก (RA ≤0.05μm) เพื่อหลีกเลี่ยงเครื่องหมายการไหลหรือหมอกควัน
นักวิ่งเย็นหรือนักวิ่งร้อน:
Cold Runner: เหมาะสำหรับแบทช์ขนาดเล็ก แต่ต้องมีการควบคุมเครื่องหมายประตู (ตัวอย่างเช่นประตูจุดควรอยู่ในพื้นที่ที่ไม่ออพติคอล)
Hot Runner: ลดของเสีย แต่ป้องกันการสลายตัวด้วยความร้อน (อุณหภูมิควบคุมได้อย่างแม่นยำภายใน± 2 ° C)
การออกแบบช่องระบายอากาศ: ช่องระบายอากาศ (ความลึก 0.01-0.02 มม.) มีให้บนพื้นผิวที่แยกจากกันและหมุดอีเจ็คเตอร์เพื่อป้องกันไม่ให้อากาศติดอยู่และการเผาไหม้
ระบบควบคุมอุณหภูมิ: ตัวควบคุมอุณหภูมิแม่พิมพ์ควบคุมอุณหภูมิของเชื้อรา (80-110 ° C) เพื่อลดการแปรปรวนหรือ birefringence ที่เกิดจากความเครียดภายใน
3. พารามิเตอร์กระบวนการฉีดขึ้นรูป
การควบคุมอุณหภูมิ:
อุณหภูมิบาร์เรล: ควบคุมในขั้นตอนด้านหลัง (240-260 ° C) →ส่วนด้านหน้า (280-310 ° C) เพื่อป้องกันความร้อนสูงเกินไปและการย่อยสลาย (PC ละลายที่ประมาณ 230 ° C)
อุณหภูมิหัวฉีด: ต่ำกว่าส่วนด้านหน้าเล็กน้อย (ประมาณ 270-290 ° C) เพื่อป้องกันน้ำลายไหล
ขั้นตอนการฉีด:
การเติมแรงดันสูงความเร็วสูง (ความเร็วในการฉีด 50-80%) ทำให้มั่นใจได้ว่าการทำซ้ำของรายละเอียดเหมือนกระจกในขณะที่หลีกเลี่ยงเครื่องหมายสเปรย์ (ใช้ประตูเข้าช้า)
ความดันที่ถือได้อย่างแม่นยำ (60-80% ของความดันฉีด) และเวลา (5-15 วินาที) เป็นสิ่งสำคัญในการป้องกันเครื่องหมายจมหรือความเครียดภายในที่เกิดจากการถือครองมากเกินไป
เวลาระบายความร้อน: ยาว (40-50% ของเวลารอบ) เพื่อให้แน่ใจว่าการแข็งตัวเพียงพอ (พีซีมีอัตราการระบายความร้อนช้า)
4. ข้อบกพร่องทั่วไปและการตอบโต้
Silver Streaks/Bubbles: ตรวจสอบความแห้งของวัสดุลดอุณหภูมิหลอมละลายหรือเพิ่มแรงดันย้อนกลับ
การแตกร้าวความเครียดภายใน: เพิ่มอุณหภูมิของแม่พิมพ์ขยายเวลาการระบายความร้อนหรือการหลอม (100-120 ° C เป็นเวลา 1-2 ชั่วโมง)
เครื่องหมายการไหลของพื้นผิว: เพิ่มประสิทธิภาพความเร็วในการฉีดหรือปรับความสม่ำเสมอของอุณหภูมิแม่พิมพ์
5. หลังการประมวลผลและการตรวจสอบ
การหลอมลดความเครียด: การรักษาความร้อนของเฟรมหรือเลนส์ที่มีความแม่นยำสูงเพื่อลดการเสียรูปที่ตามมา
การรักษาพื้นผิว: การเคลือบแข็ง (เช่นการพ่นของเหลวแข็ง) และการเคลือบป้องกันการสะท้อนแสง (จำเป็นต้องมีสภาพแวดล้อมที่สะอาด)
รายการตรวจสอบเต็มรูปแบบ:
คุณสมบัติทางแสง (การส่งผ่านแสง, หมอกควัน)
ความคลาดเคลื่อนของมิติ (การเปิดวัดและมุมปิด, ช่องว่างการประกอบเลนส์)
การทดสอบความต้านทานต่อแรงกระแทก (เช่นการทดสอบบอลลดลงตาม EN166)
6. การพิจารณากระบวนการพิเศษ
การปั้นการฉีดสองนัด: หากเฟรมและวัดมีสี/วัสดุที่แตกต่างกันจำเป็นต้องมีการออกแบบแม่พิมพ์สองนัด
แทรกการขึ้นรูป: เมื่อแทรกบานพับโลหะหรือโลโก้ให้อุ่นเม็ดมีด (80-100 ° C) เพื่อลดความเครียดจากความร้อน
กระบวนการฉีดขึ้นรูปสำหรับเลนส์พีซี (โพลีคาร์บอเนต) ต้องใช้การออกแบบแม่พิมพ์ที่มีความแม่นยำการควบคุมพารามิเตอร์กระบวนการที่เข้มงวดและหลังการประมวลผลเพื่อให้แน่ใจว่าคุณสมบัติทางแสง (เช่นความโปร่งใสดัชนีการหักเหของแสง) และคุณสมบัติเชิงกล (เช่นความต้านทานแรงกระแทก การไหลของกระบวนการโดยละเอียดมีดังนี้:
1. การปรับสภาพวัตถุดิบ
การทำให้แห้ง
พีซีมีการดูดความชื้นสูงและต้องใช้การอบแห้งที่ 120 ° C เป็นเวลา 4-6 ชั่วโมง (ปรับขึ้นอยู่กับขนาดของอนุภาคและความชื้น) กับปริมาณความชื้นที่≤0.02%
ใช้เครื่องเป่าที่ลดความชื้นเพื่อป้องกันการดูดซับความชื้นทุติยภูมิ (จุดน้ำค้างที่แนะนำ≤ -40 ° C)
การจับคู่สี (ไม่บังคับ)
หากจำเป็นต้องใช้การย้อมสีควรใช้ masterbatch เกรดออปติคัลเพื่อหลีกเลี่ยงสิ่งสกปรกที่มีผลต่อการส่งผ่าน
2. ขั้นตอนการฉีดขึ้นรูป
(1) ละลายพลาสติก
การควบคุมอุณหภูมิ
การให้ความร้อนในส่วนของบาร์เรล: ส่วนด้านหลัง (240-260 ℃) →ส่วนตรงกลาง (270-290 ℃) →ส่วนด้านหน้า (280-320 ℃) เพื่อหลีกเลี่ยงความร้อนสูงเกินไปและการย่อยสลายพีซี
สกรูความเร็ว≤80รอบต่อนาทีเพื่อลดการแตกของโซ่โมเลกุลที่เกิดจากความร้อนแรงเฉือน
(2) การฉีดขึ้นรูป
การฉีดหลายขั้นตอน
ขั้นตอนแรก: ไส้ความเร็วสูง (เพื่อป้องกันวัสดุเย็น) ความเร็วในการฉีด 50-80% ของความเร็วสูงสุด
ขั้นตอนที่สอง: ลดความเร็วเป็น 20-30% เพื่อลดคะแนนการเชื่อมและความเครียดภายใน
ความดัน: ความดันฉีด 80-120mpa, ถือแรงดัน 40-60mpa (เพื่อรักษาความหดตัว)
การควบคุมอุณหภูมิแม่พิมพ์
อุณหภูมิแม่พิมพ์คือ 80-110 ℃โดยใช้ตัวควบคุมอุณหภูมิน้ำมันหรือตัวควบคุมอุณหภูมิแม่พิมพ์ที่มีความแม่นยำสูงโดยมีความแตกต่างของอุณหภูมิภายใน± 1 ℃
(3) ถือความดันและความเย็น
การถือเวลาความดัน: 10-30 วินาที (ปรับตามความหนาของผนังมักจะประมาณความหนา 1 มม. ≈ 1 วินาที)
เวลาระบายความร้อน: มากกว่า 50% ของรอบทั้งหมด (โดยปกติ 20-60 วินาที) เพื่อให้แน่ใจว่าเลนส์ได้รับการรักษาอย่างเต็มที่
(4) demolding
ระบบดีดออกจะต้องมีความเสถียร (เช่นการขับออกด้วยลมหรือตัวปล่อยเซอร์โว) เพื่อหลีกเลี่ยงการฟอกสีฟันหรือรอยขีดข่วน
ความลาดชันของ demoulding คือ≥1°และเอเจนต์ปล่อยจะถูกพ่นหากจำเป็น (จะต้องไม่ส่งผลกระทบต่อการเคลือบที่ตามมา)
3. กระบวนการโพสต์การประมวลผล
(1) การรักษาด้วยการหลอม
เงื่อนไข: หลอมในเตาอบที่ 110-130 ℃เป็นเวลา 2-4 ชั่วโมงและค่อยๆเย็นลงถึงอุณหภูมิห้อง
วัตถุประสงค์: เพื่อกำจัดความเครียดภายในและลดการเสียรูปที่ตามมาหรือการบิดเบือนทางแสง
(2) การรักษาพื้นผิว
การเคลือบแข็ง: การเคลือบสูญญากาศ (เช่นSIO₂, TIN) ใช้เพื่อเพิ่มความแข็งของพื้นผิว (สูงสุด 4H หรือสูงกว่า)
การเคลือบป้องกันการสะท้อนแสง: การเคลือบแบบหลายชั้น (MGF₂ ฯลฯ ) ช่วยลดแสงจ้าและเพิ่มการส่งผ่านแสงเป็น 99%
(3) การทำความสะอาดและการตรวจสอบ
การทำความสะอาดอัลตราโซนิกใช้ในการกำจัดสารปลดปล่อยและฝุ่นละอองและใช้สภาพแวดล้อมการประชุมเชิงปฏิบัติการที่ปราศจากฝุ่น
การตรวจสอบ 100%: การส่งผ่าน (สเปกโตรโฟโตมิเตอร์), ข้อบกพร่องของพื้นผิว (การตรวจสอบด้วยแสงอัตโนมัติ (AOI), ความแม่นยำของมิติ (การวัดสามมิติ) แว่นตาฉีด
เราเป็นผู้ผลิตการฉีดขึ้นรูปแว่นตาให้การผลิตการฉีดขึ้นรูปแว่นตาคุณภาพสูง ตราบใดที่คุณต้องการปรับแต่ง/พัฒนาผลิตภัณฑ์ฉีดขึ้นรูปแว่นตาคุณสามารถหาเราได้ เรามีการออกแบบแม่พิมพ์แบบฉีดอย่างมืออาชีพและเทคโนโลยีการผลิตที่เป็นผู้ใหญ่ให้บริการแบบครบวงจรจากการออกแบบผลิตภัณฑ์การผลิตผลิตภัณฑ์การผลิตผลิตภัณฑ์ผลิตภัณฑ์การผลิตผลิตภัณฑ์การผลิตผลิตภัณฑ์เราสามารถช่วยคุณได้ทุกลิงก์ ตราบใดที่คุณมาหาเราเราจะให้บริการที่ดีที่สุดแก่คุณและตอบสนองคุณในแง่ของคุณภาพผลิตภัณฑ์เวลาการผลิตบทสนทนาข้อมูล ฯลฯ
|
ชื่อผลิตภัณฑ์ |
การขึ้นรูปลู่วิ่ง |
|
กรุณาให้ |
2d, 3d, ตัวอย่างหรือขนาดของ รูปภาพหลายมุม |
|
เวลาแม่พิมพ์ |
20-35 วัน |
|
เวลาผลิตภัณฑ์ |
7-15 วัน |
|
ความแม่นยำของแม่พิมพ์ |
+/- 0.01 มม. |
|
ชีวิตปั้น |
50-100 ล้านนัด |
|
กระบวนการผลิต |
ภาพวาดการตรวจสอบ - การวิเคราะห์การไหลของแม่พิมพ์ - การตรวจสอบการออกแบบ - วัสดุที่กำหนดเอง - การประมวลผลแม่พิมพ์ - การประมวลผลหลัก - การตัดเฉือนอิเล็กโทรด - ระบบนักวิ่ง การประมวลผล - การประมวลผลชิ้นส่วนและการจัดหา - การยอมรับการตัดเฉือน - โพรง กระบวนการบำบัดพื้นผิว - โหมดที่ซับซ้อนตาย - ทั้งหมด การเคลือบผิวแม่พิมพ์ - แผ่นยึด - ตัวอย่างแม่พิมพ์ - การทดสอบตัวอย่าง - การส่ง ตัวอย่าง |
|
โพรง |
หนึ่งโพรงหลายช่องหรือเหมือนกัน ผลิตภัณฑ์ที่แตกต่างกันทำร่วมกัน |
|
วัสดุแม่พิมพ์ |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
ระบบนักวิ่ง |
นักวิ่งร้อนและนักวิ่งเย็น |
|
วัสดุฐาน |
P20,2738,2344,718, S136,8407, NAK80, SKD61, H13 |
|
เสร็จ |
เจาะคำว่ากระจกเสร็จสิ้น พื้นผิวด้าน, striae |
|
มาตรฐาน |
Hasco, DME หรือขึ้นอยู่กับ |
|
เทคโนโลยีหลัก |
การกัด, การบด, CNC, EDM, Wire การตัด, แกะสลัก, EDM, เครื่องกลึง, พื้นผิวเสร็จสิ้น ฯลฯ |
|
ซอฟต์แวร์ |
CAD, Pro-E, UG Design Time: 1-3 วัน (สถานการณ์ปกติ) |
|
วัสดุผลิตภัณฑ์ |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS |
|
ระบบคุณภาพ |
ISO9001: 2008 |
|
กำหนดเวลา |
20 วัน |
|
อุปกรณ์ |
CNC, EDM, ตัดออก เครื่องจักรเครื่องจักรพลาสติกและอื่น ๆ |


การทำแม่พิมพ์ฉีดพลาสติก

ข้อกำหนดการขึ้นรูปพลาสติก

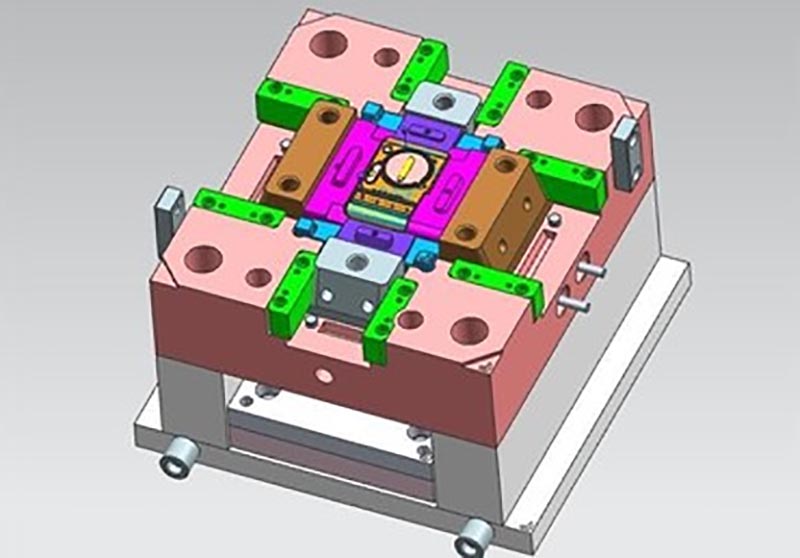
การออกแบบแม่พิมพ์:



กระบวนการทำธุรกรรม:

การทดสอบแม่พิมพ์:


บรรจุภัณฑ์

โรงงาน
เราเป็นโรงงานแม่พิมพ์พลาสติกที่กำหนดเอง โรงงานของเราคือผู้ผลิตแม่พิมพ์ฉีดพลาสติก เรามีประสบการณ์ 17 ปีในแม่พิมพ์พลาสติกที่กำหนดเองระดับมืออาชีพและประสบการณ์การค้าต่างประเทศ 10 ปี เราเป็นซัพพลายเออร์แม่พิมพ์พลาสติกที่กำหนดเอง เราสามารถให้บริการแม่พิมพ์พลาสติกที่กำหนดเอง โรงงานของเราสามารถทำชิ้นส่วนพลาสติกแบบฉีดขึ้นรูปและคุณภาพของผลิตภัณฑ์จะทำให้คุณพึงพอใจ
เรามีเครื่องจักรระดับไฮเอนด์มากกว่า 50 เครื่องและวิศวกรและนักออกแบบหลายร้อยคน เราสามารถให้บริการแบบครบวงจรจากการออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - บรรจุภัณฑ์ผลิตภัณฑ์ - การขนส่ง เรามีห่วงโซ่การผลิตที่สมบูรณ์ เราสามารถตอบสนองความต้องการทั้งหมดของคุณ
บริการที่เราให้:
บริการแม่พิมพ์ที่กำหนดเองระดับมืออาชีพการออกแบบแม่พิมพ์พลาสติกและการผลิตการผลิตผลิตภัณฑ์พลาสติกการออกแบบผลิตภัณฑ์การออกแบบแม่พิมพ์การปรับแต่งแม่พิมพ์การปรับแต่งการปรับแต่งแม่พิมพ์แบบหมุนการปรับแต่งแม่พิมพ์หล่อแบบตาย บริการการพิมพ์ 3 มิติ, บริการการผลิต CNC, บรรจุภัณฑ์ผลิตภัณฑ์, บรรจุภัณฑ์ที่กำหนดเอง, บริการจัดส่ง










เราปฏิบัติตามหลักการคุณภาพก่อนและเวลาก่อนเสมอ ในขณะที่ให้ลูกค้าด้วยผลิตภัณฑ์ที่มีคุณภาพสูงสุดพยายามเพิ่มประสิทธิภาพการผลิตและลดเวลาการผลิตให้สั้นลง เราภูมิใจที่จะบอกลูกค้าทุกคนว่า บริษัท ของเราไม่สูญเสียลูกค้าใด ๆ ตั้งแต่จัดตั้งหากมีปัญหากับผลิตภัณฑ์เราจะหาทางออกอย่างแข็งขันและรับผิดชอบในที่สุด

คำถามที่พบบ่อย
Q1: คุณเป็น บริษัท ซื้อขายหรือผู้ผลิตหรือไม่?
ตอบ: เราเป็นผู้ผลิต
Q2. ฉันจะได้รับใบเสนอราคาเมื่อใด
ตอบ: เรามักจะอ้างภายใน 2 วันหลังจากเราได้รับคำถามของคุณ
หากคุณเร่งด่วนมากโปรดโทรหาเราหรือบอกเราในอีเมลของคุณเพื่อที่เราจะได้เสนอราคาให้คุณก่อน
Q3. ระยะเวลานำสำหรับเชื้อรานานแค่ไหน?
ตอบ: ทุกอย่างขึ้นอยู่กับขนาดและความซับซ้อนของผลิตภัณฑ์ โดยปกติเวลานำคือ 25 วัน
Q4. ฉันไม่มีรูปวาด 3 มิติฉันจะเริ่มโครงการใหม่ได้อย่างไร?
ตอบ: คุณสามารถจัดหาตัวอย่างการขึ้นรูปให้เราเราจะช่วยให้คุณออกแบบการวาดภาพ 3 มิติให้เสร็จ
Q5. ก่อนการจัดส่งวิธีการให้แน่ใจว่าคุณภาพของผลิตภัณฑ์?
ตอบ: ถ้าคุณไม่มาที่โรงงานของเราและยังไม่มีบุคคลที่สามสำหรับการตรวจสอบเราจะเป็นคนงานตรวจสอบของคุณ
เราจะจัดหาวิดีโอสำหรับรายละเอียดกระบวนการผลิตรวมถึงรายงานกระบวนการโครงสร้างขนาดผลิตภัณฑ์และรายละเอียดพื้นผิวรายละเอียดการบรรจุและอื่น ๆ
Q6. เงื่อนไขการชำระเงินของคุณคืออะไร?
ตอบ: การชำระเงินแม่พิมพ์: เงินฝาก 40% โดย t/t ล่วงหน้า, การชำระเงินแม่พิมพ์ 30% ที่สองก่อนที่จะส่งตัวอย่างการทดลองครั้งแรกยอดคงเหลือ 30% ของแม่พิมพ์หลังจากที่คุณยอมรับตัวอย่างสุดท้าย
B: การจ่ายเงินการผลิต: เงินฝาก 50% ล่วงหน้า 50% ก่อนส่งสินค้าสุดท้าย
Q7: คุณสร้างความสัมพันธ์ระยะยาวและดีของธุรกิจของเราได้อย่างไร?
A: 1. เรารักษาราคาที่มีคุณภาพและการแข่งขันเพื่อให้แน่ใจว่าลูกค้าของเราได้รับประโยชน์สำหรับผลิตภัณฑ์ที่มีคุณภาพดีที่สุด
2. เราเคารพลูกค้าทุกคนในฐานะเพื่อนของเราและเราทำธุรกิจอย่างจริงใจและเป็นเพื่อนกับพวกเขาไม่ว่าพวกเขาจะมาจากไหน
แท็กยอดนิยม: การขึ้นรูปการฉีดขึ้นรูปแว่นตาจีนผู้ผลิตซัพพลายเออร์โรงงานปรับแต่ง, ขายส่ง, ซื้อ, คุณภาพ, การขายล่าสุดผลิตในประเทศจีน
หมวดหมู่ที่เกี่ยวข้อง
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง








