

ผลิตภัณฑ์
- บริการปรับแต่งหลัก
- การดูแลสุขภาพ
- เครื่องใช้ไฟฟ้าและเครื่องมืออิเล็กทรอนิกส์
- แม่พิมพ์ของใช้แม่และเด็ก
- กีฬาสันทนาการ
- ศิลปะการตกแต่งบ้าน
- อุปกรณ์ประดับยนต์
- การขนส่งและคลังสินค้า
- อุปกรณ์แสงสว่าง
- อุปกรณ์ก่อสร้าง
- สินค้าบรรจุภัณฑ์
- การศึกษาและห้องปฏิบัติการ
- เสื้อผ้า กระเป๋า อุปกรณ์ตกแต่ง
- ผลิตภัณฑ์ดูแลและทำความสะอาด
- เกษตรกรรมและป่าไม้
- อุปกรณ์เครื่องกล
- อุปกรณ์สำหรับสัตว์เลี้ยง
- เครื่องครัว











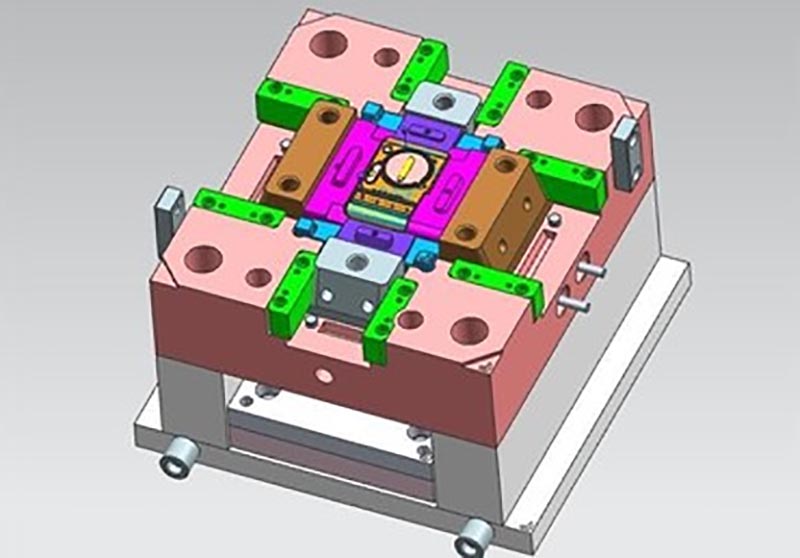
แม่พิมพ์ฉีดสำหรับตลาดส่งออก
Ningbo (P&M) Plastic Metal Products Co., Ltd. มีเทคโนโลยีการผลิตแม่พิมพ์มาเป็นเวลา 17 ปี และสามารถปรับแต่งการขึ้นรูปชิ้นส่วนพลาสติกได้ เราให้บริการการขึ้นรูปแบบขึ้นรูปชิ้นส่วนพลาสติกอย่างมืออาชีพ และเราเป็นผู้ผลิตการขึ้นรูปแบบการขึ้นรูปแบบชิ้นส่วนพลาสติกแบบมืออาชีพ เรามีประสบการณ์เพียงพอในการเลือกวัตถุดิบผลิตภัณฑ์และวัสดุแม่พิมพ์ ในกระบวนการปรับแต่งการขึ้นรูปชิ้นส่วนพลาสติก โรงงานของเราสามารถให้บริการแบบครบวงจร เรามีความสามารถในการออกแบบและการผลิตที่เกี่ยวข้องกับการขึ้นรูปชิ้นส่วนพลาสติก เช่น การออกแบบ CAD การผลิตแม่พิมพ์ การฉีดขึ้นรูป การผลิตผลิตภัณฑ์พลาสติก การประกอบ และเทคโนโลยีอื่น ๆ
ส่งคำถาม
รายละเอียดสินค้า
นอกจากนี้ บริษัทของเราได้สร้างความสัมพันธ์แบบร่วมมือกับซัพพลายเออร์วัตถุดิบพลาสติก ผู้ผลิตการพิมพ์ ฯลฯ เพื่อให้มั่นใจในการจัดหาวัตถุดิบและคุณภาพการพิมพ์ ด้วยประสบการณ์อันยาวนานและห่วงโซ่อุปทานที่สมบูรณ์แบบ บริษัทของเราสามารถให้บริการลูกค้าด้วยผลิตภัณฑ์ขึ้นรูปชิ้นส่วนพลาสติกคุณภาพสูงที่ปรับแต่งตามความต้องการของลูกค้า เพื่อตอบสนองความต้องการเฉพาะของลูกค้า ในเวลาเดียวกัน เรามีประสบการณ์ 10 ปีในการบริการการค้าต่างประเทศอย่างมืออาชีพ เข้าใจกระบวนการการค้าต่างประเทศ และให้บริการลูกค้าของเราได้ดียิ่งขึ้น สำหรับผลิตภัณฑ์การขึ้นรูปแบบขึ้นรูปชิ้นส่วนพลาสติก เราสามารถผลิตชิ้นส่วนพลาสติกที่สอดคล้องกัน ซึ่งส่วนใหญ่ทำผ่านแม่พิมพ์ฉีด




การฉีดขึ้นรูปถือเป็นกระบวนการสำคัญในการผลิตเปลือกพลาสติกที่หลากหลาย แม้ว่ากระบวนการนี้อาจดูเหมือนเป็นการดำเนินการอัตโนมัติอย่างต่อเนื่อง แต่จริงๆ แล้วทุกขั้นตอนต้องมีการควบคุมพารามิเตอร์ที่แม่นยำและการประสานงานทางโครงสร้างที่ซับซ้อน ซึ่งเป็นปัจจัยที่กำหนดคุณภาพความสวยงามของตู้ ความแม่นยำของมิติ ความสมบูรณ์ของโครงสร้าง และความเข้ากันได้ของการประกอบโดยตรง ตั้งแต่วินาทีที่วัตถุดิบเข้าสู่เครื่องจักรไปจนถึงผลผลิตของผลิตภัณฑ์ขั้นสุดท้าย ขั้นตอนการทำงานทั้งหมดสามารถแบ่งออกเป็นแปดขั้นตอนสำคัญ ได้แก่ การปรับสภาพวัตถุดิบ การทำให้เป็นพลาสติกและการสูบจ่าย การหนีบและการล็อคแม่พิมพ์ การฉีดเติม การกักเก็บแรงดันและการชดเชย การทำความเย็นและการแข็งตัว การเปิดและการดีดออกของแม่พิมพ์ และการตรวจสอบหลังการประมวลผล ขั้นตอนเหล่านี้พึ่งพาซึ่งกันและกัน ความล้มเหลวในการควบคุมอย่างเหมาะสมแม้แต่รายละเอียดเดียว ณ จุดใดๆ อาจส่งผลให้เกิดข้อบกพร่องของผลิตภัณฑ์ได้
การปรับสภาพวัตถุดิบทำหน้าที่เป็นขั้นตอนพื้นฐานในการรับประกันความเสถียรของการขึ้นรูป โดยทั่วไปแล้วเปลือกพลาสติกจะใช้วัสดุ เช่น ABS, PC, โลหะผสม PC/ABS และ PP เนื่องจากพลาสติกวิศวกรรมส่วนใหญ่เป็นสารดูดความชื้น ความชื้นจากอากาศโดยรอบจึงมีแนวโน้มที่จะเกาะติดกับพื้นผิวของเม็ดพลาสติก หากวัสดุเหล่านี้ถูกฉีดโดยตรงโดยไม่ผ่านการบำบัดล่วงหน้า อุณหภูมิสูงที่เกี่ยวข้องจะทำให้ความชื้นระเหย ทำให้เกิดฟอง ริ้วสีเงิน และรอยการไหล ซึ่งส่งผลร้ายแรงต่อรูปลักษณ์ที่สวยงามและความสมบูรณ์ของโครงสร้างภายในของตัวเครื่อง ดังนั้นวัตถุดิบจะต้องผ่านการประมวลผลในเครื่องอบแห้งแบบลดความชื้นก่อน โดยทั่วไป ABS จะถูกทำให้แห้งที่อุณหภูมิ 80°C–85°C เป็นเวลา 2 ถึง 4 ชั่วโมง ในขณะที่พีซีต้องการให้แห้งที่อุณหภูมิ 100°C–120°C เป็นเวลา 4 ถึง 6 ชั่วโมง เพื่อให้มั่นใจว่าปริมาณความชื้นตกค้างจะต่ำกว่า 0.02% เมื่อการอบแห้งเสร็จสมบูรณ์ มาสเตอร์แบทช์สีหรือมาสเตอร์แบทช์เชิงฟังก์ชันจะถูกเติมในสัดส่วนที่แม่นยำ และผสมให้เข้ากันอย่างทั่วถึงโดยใช้เครื่องผสมเพื่อป้องกันการแปรผันของสีหรือรอยเปื้อน ขั้นตอนนี้ยังช่วยให้มั่นใจได้ถึงคุณสมบัติการไหลของวัสดุที่มั่นคง ดังนั้นจึงเป็นการวางรากฐานที่มั่นคงสำหรับขั้นตอนการทำให้เป็นพลาสติกในภายหลัง
ขั้นตอนการทำให้เป็นพลาสติกและการสูบจ่ายมีความสำคัญอย่างยิ่งในการกำหนดคุณภาพของวัสดุหลอมเหลว หลังจากที่เม็ดพลาสติกเข้าไปในถังของเครื่องฉีด เม็ดพลาสติกจะค่อยๆ ละลายภายใต้การทำงานร่วมกันของสกรูหมุนและแถบทำความร้อนที่ล้อมรอบกระบอก โดยทั่วไปอุณหภูมิของถังบรรจุจะถูกกำหนดค่าไว้ในสามโซนที่แตกต่างกัน ได้แก่ โซนด้านหลังสำหรับการอุ่น โซนตรงกลางสำหรับการทำให้เป็นพลาสติก และโซนด้านหน้าสำหรับการทำให้เป็นเนื้อเดียวกัน อุณหภูมิจะเพิ่มขึ้นเรื่อยๆ จากด้านหลังไปทางด้านหน้า การไล่ระดับสีนี้ช่วยให้มั่นใจได้ว่าเม็ดจะละลายอย่างสมบูรณ์ในขณะเดียวกันก็ป้องกันอุณหภูมิสูงจากการทำให้วัตถุดิบเสื่อมโทรม ขณะที่สกรูหมุน สกรูจะถอยกลับไปพร้อมกัน โดยสะสมพลาสติกหลอมเหลวไว้ที่ส่วนหน้าของกระบอกปืนเพื่อดำเนินการสูบจ่ายให้เสร็จสมบูรณ์ ความเร็วของสกรูต้องปานกลาง ความเร็วที่มากเกินไปทำให้วัตถุดิบเปลี่ยนสีเนื่องจากความร้อนสูงเกินไปที่เกิดจากแรงเฉือน ในขณะที่ความเร็วไม่เพียงพอส่งผลให้เกิดการขึ้นรูปพลาสติกที่ไม่สม่ำเสมอ การเปลี่ยนแปลงของความหนืดหลอมเหลวทำให้เกิดช็อตสั้นหรือรอยยุบบนตัวเรือนโดยตรง
การยึดจับและการล็อคแม่พิมพ์ถือเป็นข้อกำหนดเบื้องต้นขั้นพื้นฐานสำหรับกระบวนการขึ้นรูป ระบบไฮดรอลิกของเครื่องฉีดขึ้นรูปขับเคลื่อนแท่นเคลื่อนที่ให้เคลื่อนไปข้างหน้าอย่างรวดเร็วและปิดกับแท่นยึดตายตัว ทำให้เกิดช่องปิดผนึกภายในแม่พิมพ์ แรงจับยึดจะต้องได้รับการสอบเทียบอย่างแม่นยำตามขนาดของตัวเรือนและแรงดันการฉีด โดยทั่วไปแล้วจะตั้งค่าไว้ที่ 1.2 ถึง 1.5 เท่าของแรงดันการฉีด แรงจับยึดที่ไม่เพียงพอจะทำให้วัสดุหลอมบีบผ่านตะเข็บของแม่พิมพ์ ส่งผลให้เกิดประกายไฟ ในทางกลับกัน การใช้แรงมากเกินไปอาจเสี่ยงต่อการทำลายโพรงแม่พิมพ์และกลไกการดีดออก เมื่อจับยึดแม่พิมพ์จนสุดแล้ว เครื่องจะส่งสัญญาณความพร้อมที่จะดำเนินการขั้นตอนการฉีดต่อไป ตลอดกระบวนการทั้งหมดนี้ ต้องรักษาความขนานของแม่พิมพ์ไว้อย่างเคร่งครัด เพื่อป้องกันความหนาของผนังที่ไม่สม่ำเสมอในตัวเรือนที่เกิดจากการจัดแนวที่ไม่ถูกต้อง
ขั้นตอนการฉีดและการเติมเป็นขั้นตอนสำคัญของการก่อตัวหลอมเหลว สกรูจะเคลื่อนที่อย่างรวดเร็ว โดยใช้แรงดันสูงเพื่อขับเคลื่อนของเหลวผ่านหัวฉีด รางหลัก รางรอง และประตูเข้าไปในโพรงแม่พิมพ์ ความเร็วและแรงดันในการฉีดจะต้องปรับตามภูมิภาคตามลักษณะโครงสร้างเฉพาะของตัวเครื่อง: ส่วนที่มีผนังบางหรือโครงสร้างที่ซับซ้อนต้องใช้ความเร็วในการฉีดที่สูงขึ้นเพื่อป้องกันการแข็งตัวของของเหลวก่อนเวลาอันควรก่อนที่คาวิตี้จะเต็มเต็ม; ในทางกลับกัน พื้นที่ผิวเรียบขนาดใหญ่ต้องการความเร็วการฉีดที่ต่ำกว่าเพื่อหลีกเลี่ยงผลกระทบจากการฉีดที่ทำให้เกิดรอยการไหล ระยะเวลาในการเติมสั้นมาก โดยทั่วไปแล้วจะเสร็จสิ้นภายใน 1 ถึง 3 วินาที ในช่วงเวลานี้ อากาศที่ติดอยู่ภายในโพรงจะต้องถูกระบายออกอย่างรวดเร็ว หากไม่ปฏิบัติตามจะส่งผลให้เกิดข้อบกพร่อง เช่น แผลไหม้ในอากาศหรือช็อตช็อต
แรงกดในการจับและขั้นตอนการอัดได้รับการออกแบบมาเพื่อขจัดข้อบกพร่องที่เกี่ยวข้องกับการหดตัว เมื่อโพรงแม่พิมพ์เต็มไปด้วยของเหลวที่ละลายแล้ว สกรูจะไม่หดกลับทันที แต่จะรักษาแรงกดดันอย่างต่อเนื่องเพื่อฉีดของเหลวที่ละลายเข้าไปในคาวิตี้เพิ่มเติมเล็กน้อย สิ่งนี้จะชดเชยการหดตัวตามปริมาตรที่เกิดขึ้นเมื่อพลาสติกเย็นตัวลง จึงป้องกันการกด รอยยุบ และการเบี่ยงเบนมิติ โดยทั่วไปความดันในการจับจะตั้งไว้ที่ 60% ถึง 80% ของความดันในการฉีด ในขณะที่เวลาในการจับยึดจะพิจารณาจากความหนาของผนังของตัวเรือน ซึ่งจะใช้เวลานานกว่าสำหรับผนังที่หนากว่า แรงกดในการจับที่ไม่เพียงพอทำให้เกิดความไม่มั่นคงของมิติในตัวเรือน ในขณะที่แรงกดในการจับที่มากเกินไปจะเพิ่มความเครียดภายใน ซึ่งอาจส่งผลให้ตัวเรือนแตกหรือเสียรูปในภายหลัง
ขั้นตอนการทำความเย็นและการแข็งตัวจะกำหนดรูปร่างขั้นสุดท้ายและความแม่นยำด้านมิติของตัวเรือนในที่สุด ภายในแม่พิมพ์มีช่องน้ำหล่อเย็นหมุนเวียน การไหลอย่างต่อเนื่องของน้ำหล่อเย็นจะกระจายความร้อนออกจากพลาสติกที่หลอมละลาย ทำให้พลาสติกแข็งตัวอย่างรวดเร็วจากสถานะหลอมเหลวเป็นเปลือกแข็ง ขั้นตอนการทำความเย็นคิดเป็นสัดส่วนมากกว่า 60% ของรอบการขึ้นรูปทั้งหมด การระบายความร้อนที่ไม่เพียงพอส่งผลให้ซอฟเชลล์มีแนวโน้มที่จะเสียรูปในระหว่างการดีดออก ในขณะที่การระบายความร้อนที่มากเกินไปจะลดประสิทธิภาพการผลิต โดยปกติแล้ว ทุกๆ 1 มม. ของความหนาของผนังเปลือกเพิ่มขึ้น เวลาในการทำความเย็นจะต้องขยายออกไป 3 ถึง 5 วินาที ในขณะเดียวกัน อุณหภูมิของแม่พิมพ์ก็ต้องได้รับการควบคุมที่แม่นยำและมีเสถียรภาพ สำหรับเปลือก ABS โดยทั่วไปอุณหภูมิของแม่พิมพ์จะอยู่ระหว่าง 40°C ถึง 60°C เพื่อให้มั่นใจว่าพื้นผิวจะเรียบและลดความเครียดภายใน
การเปิดและการดีดออกของแม่พิมพ์จะต้องดำเนินการอย่างราบรื่นเพื่อป้องกันความเสียหาย เมื่อการระบายความร้อนเสร็จสิ้น แม่พิมพ์ที่กำลังเคลื่อนที่จะหดกลับเพื่อเปิดโพรงแม่พิมพ์ โดยปล่อยให้เปลือกที่ขึ้นรูปและวัสดุรองลื่นที่แข็งตัวติดอยู่ที่ด้านแม่พิมพ์ที่กำลังเคลื่อนที่ กลไกการดีดออก—โดยใช้หมุดและเพลตดีดตัว—ค่อยๆ ดันผลิตภัณฑ์ออกมา ความเร็วและแรงดีดออกจะต้องปานกลาง ความเร็วที่มากเกินไปหรือการใช้แรงไม่สม่ำเสมออาจส่งผลให้เกิด "รอยตัวดีด" (ทำให้ขาวขึ้น) หรือเปลือกแตกร้าว สายการผลิตอัตโนมัติเมื่อรวมเข้ากับหุ่นยนต์ควบคุม จะสามารถจับทั้งผลิตภัณฑ์สำเร็จรูปและวัสดุวิ่งได้โดยตรง ซึ่งช่วยให้สามารถผลิตได้อย่างต่อเนื่องและลดรอยขีดข่วนบนพื้นผิวที่เกิดจากการจัดการด้วยมือ
ขั้นตอนสุดท้ายเกี่ยวข้องกับขั้นตอนหลังการประมวลผลและการตรวจสอบคุณภาพ ขั้นแรก รันเนอร์เกตจะถูกตัดแต่ง และลบแฟลชหรือครีบออก เปลือกหอยคุณภาพสูงบางชิ้นจำเป็นต้องมีขั้นตอนการประมวลผลรอง เช่น การขัด การทาสี หรือการพิมพ์ซิลค์สกรีน การตรวจสอบแบ่งออกเป็นการตรวจสอบด้วยภาพ มิติ และประสิทธิภาพ การตรวจสอบด้วยสายตาจะตรวจสอบว่าไม่มีข้อบกพร่อง เช่น ฟองอากาศ รอยขีดข่วน หรือการแปรผันของสี ในขณะที่การตรวจสอบขนาด — โดยใช้คาลิปเปอร์หรือเครื่องวัดพิกัด (CMM) — จะตรวจสอบขนาดการประกอบที่สำคัญ ผลิตภัณฑ์บางชนิดยังผ่านการทดสอบประสิทธิภาพเฉพาะ เช่น การทดสอบการตกกระแทกและการทดสอบแรงอัด ผลิตภัณฑ์ที่ไม่เป็นไปตามข้อกำหนดจะถูกบรรจุและย้ายไปยังการจัดเก็บ ในขณะที่ผลิตภัณฑ์ที่ไม่เป็นไปตามข้อกำหนดจะถูกนำกลับมาทำใหม่หรือรีไซเคิล
โดยรวมแล้ว การฉีดขึ้นรูปเปลือกพลาสติกเป็นกระบวนการที่ซับซ้อนและเป็นระบบ ด้วยการควบคุมพารามิเตอร์โดยละเอียดอย่างเข้มงวดในทุกขั้นตอนเท่านั้น ผู้ผลิตจึงสามารถผลิตผลิตภัณฑ์สำเร็จรูปที่มีความแม่นยำสูงและมีคุณภาพสูงอย่างต่อเนื่อง ซึ่งตอบสนองความต้องการด้านการทำงานที่หลากหลายของการใช้งานต่างๆ ได้อย่างมีประสิทธิภาพ
เราคือผู้ผลิตแม่พิมพ์ฉีดขึ้นรูปชิ้นส่วนพลาสติก โดยให้บริการการผลิตแม่พิมพ์ฉีดขึ้นรูปชิ้นส่วนพลาสติกคุณภาพสูง ตราบใดที่คุณต้องการปรับแต่ง/พัฒนาผลิตภัณฑ์การขึ้นรูปชิ้นส่วนพลาสติก คุณสามารถหาเราได้ เรามีการออกแบบแม่พิมพ์ฉีดแบบมืออาชีพและเทคโนโลยีการผลิตที่ครบวงจร โดยให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่งสินค้า เราสามารถช่วยคุณในทุกลิงค์ ตราบใดที่คุณมาหาเรา เราจะให้บริการที่ดีที่สุดแก่คุณและตอบสนองคุณในแง่ของคุณภาพผลิตภัณฑ์ เวลาในการผลิต การเจรจาข้อมูล ฯลฯ
|
ชื่อสินค้า |
การปั้นลู่วิ่งไฟฟ้า |
|
กรุณาให้ |
2D, 3D, ตัวอย่างหรือขนาดของ ภาพหลายมุม |
|
เวลาแม่พิมพ์ |
20-35 วัน |
|
เวลาสินค้า |
7-15 วัน |
|
ความแม่นยำของแม่พิมพ์ |
+/-0.01มม |
|
ชีวิตเชื้อรา |
50-100 ล้านช็อต |
|
กระบวนการผลิต |
แบบตรวจสอบ - การวิเคราะห์การไหลของแม่พิมพ์ - การตรวจสอบการออกแบบ - วัสดุที่กำหนดเอง - การแปรรูปแม่พิมพ์ - การประมวลผลหลัก - การตัดเฉือนอิเล็กโทรด - ระบบรันเนอร์ การประมวลผล - การประมวลผลชิ้นส่วนและการจัดหา - การยอมรับการตัดเฉือน - ช่อง กระบวนการปรับสภาพพื้นผิว - โหมดซับซ้อน ดาย - ทั้งหมด การเคลือบพื้นผิวแม่พิมพ์ - แผ่นยึด - ตัวอย่างแม่พิมพ์ - การทดสอบตัวอย่าง - การส่ง ตัวอย่าง |
|
ช่องแม่พิมพ์ |
หนึ่งช่อง หลายช่อง หรือเหมือนกัน ผลิตภัณฑ์ที่แตกต่างกันจะทำร่วมกัน |
|
วัสดุแม่พิมพ์ |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
ระบบรันเนอร์ |
นักวิ่งที่ร้อนแรงและนักวิ่งที่เย็น |
|
วัสดุฐาน |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
เสร็จ |
เจาะคำ ขัดกระจก พื้นผิวด้าน, striae |
|
มาตรฐาน |
HASCO, DME หรือขึ้นอยู่กับ |
|
เทคโนโลยีหลัก |
งานกัด, งานเจียร, CNC, EDM, ลวด ตัด, แกะสลัก, EDM, เครื่องกลึง, พื้นผิว ฯลฯ |
|
ซอฟต์แวร์ |
CAD, PRO-E, UG เวลาออกแบบ: 1-3 วัน (สถานการณ์ปกติ) |
|
วัสดุของผลิตภัณฑ์ |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS |
|
ระบบคุณภาพ |
ISO9001:2008 |
|
กำหนดเวลา |
20 วัน |
|
อุปกรณ์ |
CNC, EDM, ตัด เครื่องจักร เครื่องจักรพลาสติก ฯลฯ แม่พิมพ์กระเป๋าเดินทางพลาสติกเจ้อเจียง |


การทำแม่พิมพ์ฉีดพลาสติก

ข้อกำหนดการขึ้นรูปพลาสติก

การออกแบบแม่พิมพ์:



ขั้นตอนการทำธุรกรรม:

การทดสอบแม่พิมพ์:


บรรจุภัณฑ์ของผลิตภัณฑ์

โรงงาน
เราเป็นโรงงานแม่พิมพ์พลาสติกแบบกำหนดเอง โรงงานของเราเป็นผู้ผลิตแม่พิมพ์ฉีดพลาสติก เรามีประสบการณ์ 17 ปีในแม่พิมพ์พลาสติกแบบกำหนดเองแบบมืออาชีพและประสบการณ์การค้าต่างประเทศ 10 ปี เราคือผู้จำหน่ายแม่พิมพ์พลาสติกแบบกำหนดเอง เราสามารถให้บริการแม่พิมพ์พลาสติกแบบกำหนดเองได้ โรงงานของเราสามารถผลิตชิ้นส่วนพลาสติกฉีดขึ้นรูป และคุณภาพของผลิตภัณฑ์จะตอบสนองคุณ
เรามีเครื่องจักรระดับไฮเอนด์มากกว่า 50 เครื่อง และวิศวกรและนักออกแบบหลายร้อยคน เราสามารถให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่ง เรามีห่วงโซ่การผลิตที่สมบูรณ์ เราสามารถตอบสนองทุกความต้องการของคุณได้
บริการที่เรามีให้:
บริการแม่พิมพ์แบบกำหนดเองแบบมืออาชีพ การออกแบบและการผลิตแม่พิมพ์พลาสติก การผลิตผลิตภัณฑ์พลาสติก การออกแบบผลิตภัณฑ์ การออกแบบแม่พิมพ์ การปรับแต่งแม่พิมพ์เป่า การปรับแต่งแม่พิมพ์แบบหมุน การปรับแต่งแม่พิมพ์หล่อ บริการการพิมพ์ 3 มิติ บริการการผลิต CNC บรรจุภัณฑ์ของผลิตภัณฑ์ บรรจุภัณฑ์ตามสั่ง บริการจัดส่ง










เรายึดมั่นในหลักการของคุณภาพก่อนและหลังเสมอ ในขณะที่มอบผลิตภัณฑ์คุณภาพสูงสุดแก่ลูกค้า พยายามเพิ่มประสิทธิภาพการผลิตให้สูงสุดและลดเวลาในการผลิตให้สั้นลง เราภูมิใจที่จะบอกลูกค้าทุกคนว่าบริษัทของเราไม่เคยสูญเสียลูกค้าเลยนับตั้งแต่ก่อตั้ง หากมีปัญหากับผลิตภัณฑ์ เราจะหาวิธีแก้ปัญหาอย่างแข็งขันและรับผิดชอบจนถึงที่สุด

คำถามที่พบบ่อย
Q1: คุณเป็น บริษัท การค้าหรือผู้ผลิตหรือไม่?
ตอบ: เราเป็นผู้ผลิต
ไตรมาสที่ 2 ฉันจะได้รับใบเสนอราคาได้เมื่อใด
ตอบ: โดยปกติแล้วเราจะเสนอราคาภายใน 2 วันหลังจากที่เราได้รับคำถามจากคุณ
หากคุณเร่งด่วนมาก โปรดโทรหาเราหรือแจ้งให้เราทราบทางอีเมลของคุณเพื่อให้เราสามารถเสนอราคาให้คุณได้ก่อน
ไตรมาสที่ 3 ระยะเวลารอคอยสำหรับแม่พิมพ์นานแค่ไหน?
ตอบ: ทุกอย่างขึ้นอยู่กับขนาดและความซับซ้อนของผลิตภัณฑ์ โดยปกติระยะเวลารอคอยคือ 25 วัน
ไตรมาสที่ 4 ฉันไม่มีการวาดภาพ 3 มิติ ฉันจะเริ่มโปรเจ็กต์ใหม่ได้อย่างไร
ตอบ: คุณสามารถจัดหาตัวอย่างการขึ้นรูปให้เราได้ เราจะช่วยคุณในการออกแบบภาพวาด 3 มิติให้เสร็จสิ้น
คำถามที่ 5 ก่อนจัดส่งจะตรวจสอบคุณภาพผลิตภัณฑ์ได้อย่างไร?
ตอบ: หากคุณไม่ได้มาที่โรงงานของเราและไม่มีบุคคลที่สามมาตรวจสอบ เราจะเป็นเจ้าหน้าที่ตรวจสอบของคุณ
เราจะจัดหาวิดีโอสำหรับรายละเอียดกระบวนการผลิตให้คุณ รวมถึงรายงานกระบวนการ โครงสร้างขนาดผลิตภัณฑ์และรายละเอียดพื้นผิว รายละเอียดการบรรจุและอื่นๆ
คำถามที่ 6 เงื่อนไขการชำระเงินของคุณคืออะไร?
A: การชำระเงินแม่พิมพ์: เงินมัดจำ 40% โดย T / T ล่วงหน้า 30% การชำระเงินแม่พิมพ์ครั้งที่สองก่อนที่จะส่งออกตัวอย่างทดลองแรก ยอดแม่พิมพ์ 30% หลังจากที่คุณยอมรับตัวอย่างสุดท้าย
B: การชำระเงินการผลิต: เงินมัดจำล่วงหน้า 50%, 50% ก่อนที่จะส่งสินค้าขั้นสุดท้าย
Q7: คุณทำให้ธุรกิจของเรามีความสัมพันธ์ที่ดีในระยะยาวได้อย่างไร?
ตอบ:1. เรารักษาคุณภาพที่ดีและราคาที่แข่งขันได้เพื่อให้มั่นใจว่าลูกค้าของเราจะได้รับประโยชน์จากผลิตภัณฑ์ที่มีคุณภาพดีที่สุด
2. เราเคารพลูกค้าทุกคนในฐานะเพื่อนของเรา และเราทำธุรกิจและเป็นเพื่อนกับพวกเขาอย่างจริงใจไม่ว่าพวกเขาจะมาจากไหนก็ตาม
แท็กยอดนิยม: แม่พิมพ์ฉีดสำหรับตลาดส่งออก จีน ผู้ผลิต ผู้จำหน่าย โรงงาน ปรับแต่ง ขายส่ง ซื้อ คุณภาพ ขายล่าสุด ผลิตในประเทศจีน
หมวดหมู่ที่เกี่ยวข้อง
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง








