

ผลิตภัณฑ์
- บริการปรับแต่งหลัก
- การดูแลสุขภาพ
- เครื่องใช้ไฟฟ้าและเครื่องมืออิเล็กทรอนิกส์
- แม่พิมพ์ของใช้แม่และเด็ก
- กีฬาสันทนาการ
- ศิลปะการตกแต่งบ้าน
- อุปกรณ์ประดับยนต์
- การขนส่งและคลังสินค้า
- อุปกรณ์แสงสว่าง
- อุปกรณ์ก่อสร้าง
- สินค้าบรรจุภัณฑ์
- การศึกษาและห้องปฏิบัติการ
- เสื้อผ้า กระเป๋า อุปกรณ์ตกแต่ง
- ผลิตภัณฑ์ดูแลและทำความสะอาด
- เกษตรกรรมและป่าไม้
- อุปกรณ์เครื่องกล
- อุปกรณ์สำหรับสัตว์เลี้ยง
- เครื่องครัว









การปั้นชิ้นส่วนพลาสติก PP ABS PC
Ningbo (P&M) Plastic Metal Products Co., Ltd. มีเทคโนโลยีการผลิตแม่พิมพ์มาเป็นเวลา 17 ปี และสามารถปรับแต่งการขึ้นรูปชิ้นส่วนพลาสติก PP ได้ เราให้บริการการขึ้นรูปแบบชิ้นส่วนพลาสติก PP แบบกำหนดเองอย่างมืออาชีพ และเราเป็นผู้ผลิตการขึ้นรูปแบบชิ้นส่วนพลาสติก PP ระดับมืออาชีพ เรามีประสบการณ์เพียงพอในการเลือกวัตถุดิบผลิตภัณฑ์และวัสดุแม่พิมพ์ ในกระบวนการปรับแต่งการขึ้นรูปชิ้นส่วนพลาสติก PP โรงงานของเราสามารถให้บริการแบบครบวงจร เรามีความสามารถในการออกแบบและการผลิตที่เกี่ยวข้องกับการขึ้นรูปชิ้นส่วนพลาสติก PP เช่น การออกแบบ CAD การผลิตแม่พิมพ์ การฉีดขึ้นรูป การผลิตผลิตภัณฑ์พลาสติก การประกอบ และเทคโนโลยีอื่น ๆ นอกจากนี้ บริษัทของเราได้สร้างความสัมพันธ์แบบร่วมมือกับซัพพลายเออร์วัตถุดิบพลาสติก ผู้ผลิตการพิมพ์ ฯลฯ เพื่อให้มั่นใจในการจัดหาวัตถุดิบและคุณภาพการพิมพ์
ส่งคำถาม
รายละเอียดสินค้า
ด้วยประสบการณ์อันยาวนานและห่วงโซ่อุปทานที่สมบูรณ์แบบ บริษัทของเราสามารถให้บริการลูกค้าด้วยผลิตภัณฑ์ขึ้นรูปชิ้นส่วนพลาสติก PP คุณภาพสูงที่ปรับแต่งตามความต้องการของลูกค้า เพื่อตอบสนองความต้องการเฉพาะของลูกค้า ในเวลาเดียวกัน เรามีประสบการณ์ 10 ปีในการบริการการค้าต่างประเทศอย่างมืออาชีพ เข้าใจกระบวนการการค้าต่างประเทศ และให้บริการลูกค้าของเราได้ดียิ่งขึ้น สำหรับผลิตภัณฑ์การขึ้นรูปชิ้นส่วนพลาสติก PP เราสามารถผลิตชิ้นส่วนพลาสติกที่สอดคล้องกัน ซึ่งส่วนใหญ่ทำผ่านแม่พิมพ์ฉีด




ปัจจุบัน PP (โพลีโพรพีลีน) เป็นหนึ่งในพลาสติกเอนกประสงค์ที่มีการผลิตและนำไปใช้อย่างกว้างขวางที่สุด มีข้อได้เปรียบ เช่น ความหนาแน่นต่ำ ความแข็งแรงดัดงอได้ดีเยี่ยม ทนต่อสารเคมีได้ดี ต้นทุนต่ำ และความง่ายในการประมวลผล มีการใช้กันอย่างแพร่หลายในตัวเครื่อง อุปกรณ์ตกแต่งภายในและภายนอกรถยนต์ ของใช้ประจำวัน ส่วนประกอบบรรจุภัณฑ์ ภาชนะผนังบาง และอื่นๆ เมื่อเปรียบเทียบกับวัสดุเช่น ABS, PA และ PC แล้ว PP มีการไหลของของเหลวที่เหนือกว่า มีความเป็นผลึกสูง อัตราการหดตัวสูง และไม่ไวต่อความชื้น ด้วยเหตุนี้ตรรกะการขึ้นรูปจึงแตกต่างอย่างมากจากพลาสติกวิศวกรรม หัวข้อต่อไปนี้จะสรุปคุณลักษณะของการฉีดขึ้นรูปสำหรับชิ้นส่วน PP อย่างเป็นระบบ โดยครอบคลุมประเด็นต่างๆ เช่น คุณสมบัติของวัสดุ ความท้าทายในการขึ้นรูป พารามิเตอร์กระบวนการหลัก การออกแบบแม่พิมพ์ และการควบคุมข้อบกพร่อง
I. ลักษณะการขึ้นรูปแกนของวัสดุ PP
**อัตราการตกผลึกอย่างรวดเร็ว ความตกผลึกส่งผลต่อขนาดและประสิทธิภาพ**
PP เป็นพลาสติกกึ่งผลึกทั่วไป โดยมีระดับความเป็นผลึกโดยทั่วไปอยู่ระหว่าง 30% ถึง 60% มันตกผลึกอย่างรวดเร็วและผ่านการหดตัวตามปริมาตรอย่างมีนัยสำคัญในระหว่างกระบวนการทำความเย็น อุณหภูมิแม่พิมพ์ที่สูงขึ้นและอัตราการเย็นตัวที่ช้าลงส่งผลให้เกิดการตกผลึกที่สมบูรณ์ยิ่งขึ้น ซึ่งช่วยเพิ่มความแข็งแกร่ง ความแข็ง และความต้านทานความร้อนของผลิตภัณฑ์ อย่างไรก็ตาม สิ่งนี้ยังนำไปสู่อัตราการหดตัวที่เพิ่มขึ้นอีกด้วย ในทางกลับกัน การระบายความร้อนอย่างรวดเร็วที่อุณหภูมิต่ำลงส่งผลให้ความเป็นผลึกลดลง ทำให้มีความเหนียวดีขึ้นและมีความคงตัวของขนาดมากขึ้น แม้ว่าความแข็งแกร่งอาจลดลงเล็กน้อยก็ตาม
**อัตราการหดตัวสูงพร้อม Anisotropy ที่เด่นชัด**
อัตราการหดตัวของแม่พิมพ์ของ PP อยู่ระหว่าง **1.0% ถึง 2.5%** ซึ่งสูงกว่าอัตราการหดตัวของวัสดุอสัณฐาน เช่น ABS และ PS อย่างมีนัยสำคัญ ความแตกต่างในการหดตัวระหว่างทิศทางการไหลของของเหลวและทิศทางตั้งฉากกับทิศทางนั้นมีความสำคัญมาก ความแตกต่างนี้สามารถนำไปสู่การบิดเบี้ยวของผลิตภัณฑ์ การบิดเบี้ยว และความไม่เสถียรของมิติได้อย่างง่ายดาย ซึ่งเป็นปัญหาที่เด่นชัดเป็นพิเศษในส่วนที่มีโครงสร้างไม่สมมาตร
**การไหลที่ดีเยี่ยม; เหมาะสำหรับผลิตภัณฑ์ผนังบางและสินค้าไหลยาว**
PP Melt มีความหนืดต่ำและมีการไหลที่ดีเยี่ยม ช่วยให้สามารถเติมแม่พิมพ์ได้อย่างราบรื่นแม้ภายใต้อุณหภูมิและความดันที่ค่อนข้างต่ำ ทำให้เหมาะอย่างยิ่งสำหรับชิ้นส่วนที่มีผนังบาง ทางเดินยาว และโครงสร้างซี่โครงที่ซับซ้อน ช่วยลดแรงดันในการฉีดและแรงจับยึดได้อย่างมาก ขณะเดียวกันก็ช่วยเพิ่มประสิทธิภาพการผลิตไปพร้อมๆ กัน
**ความรู้สึกไวต่อความชื้น; ไม่จำเป็นต้องทำให้แห้งอย่างเข้มงวด**
PP มีอัตราการดูดซึมน้ำต่ำมาก โดยแทบไม่ดูดซับความชื้นเลย ภายใต้สภาพแวดล้อมปกติ การลดความชื้นและการอบแห้งไม่จำเป็น เว้นแต่ว่าวัตถุดิบจะถูกเก็บไว้กลางแจ้งเป็นเวลานาน ซึ่งส่งผลให้มีการดูดซับความชื้นและจับตัวเป็นก้อน โดยทั่วไปสามารถป้อนเข้าไปในเครื่องขึ้นรูปได้โดยตรง ซึ่งจะทำให้ขั้นตอนการทำงานก่อนการประมวลผลวัสดุง่ายขึ้นอย่างมาก **ทนความร้อนปานกลาง ความเหนียวที่อุณหภูมิต่ำต่ำ**
PP มีอุณหภูมิการบิดเบือนความร้อนค่อนข้างต่ำ PP บริสุทธิ์ไม่ทนต่ออุณหภูมิสูงได้ดีและมีแนวโน้มที่จะแตกร้าวเปราะในสภาพแวดล้อมที่มีอุณหภูมิต่ำ ด้วยการทำโคพอลิเมอร์และการดัดแปลง (เช่น การเติม EPDM, แป้งทัลคัม หรือการเสริมใยแก้ว) จึงสามารถเพิ่มความเหนียว ความแข็งแกร่ง และความต้านทานความร้อนได้ อย่างไรก็ตาม ลักษณะการหดตัวและการไหลของการขึ้นรูปจะเปลี่ยนไปตามนั้น
** ความแข็งแรงหลอมละลายสูง ทนต่อการร้อยสาย แต่มีแนวโน้มที่จะเกิดแสงแฟลช**
PP มีความแข็งแรงหลอมละลายที่ดี ทำให้ทนทานต่อการร้อยหรือเกาะติดกับแม่พิมพ์ระหว่างการดีดออก อย่างไรก็ตาม เนื่องจากความสามารถในการไหลที่ดีเยี่ยม แม้แต่แรงดันในการฉีดที่สูงขึ้นเล็กน้อยก็อาจส่งผลให้เกิดการวาบไฟหรือครีบได้ง่าย ดังนั้นจึงกำหนดข้อกำหนดที่เข้มงวดเกี่ยวกับความแม่นยำในการพอดีกับแม่พิมพ์
**ครั้งที่สอง ลักษณะของการควบคุมพารามิเตอร์กระบวนการฉีดขึ้นรูป**
**อุณหภูมิลำกล้อง: ตั้งไว้ที่ระดับปานกลาง หลีกเลี่ยงความร้อนที่มากเกินไป**
PP มีจุดหลอมเหลวประมาณ 160°C ถึง 170°C และมีหน้าต่างอุณหภูมิการขึ้นรูปที่กว้าง โดยทั่วไปอุณหภูมิของถังจะถูกควบคุมในช่วง 180°C ถึง 220°C อุณหภูมิที่สูงเกินไปสามารถนำไปสู่การเสื่อมสภาพ การเปลี่ยนสี และการบิดงอได้ ในทางกลับกัน อุณหภูมิที่ต่ำเกินไปส่งผลให้เกิดการขึ้นรูปพลาสติกที่ไม่สม่ำเสมอ รอยเย็นที่พื้นผิว และรอยเชื่อมที่โดดเด่น ควรตั้งค่าอุณหภูมิหัวฉีดให้ต่ำกว่าอุณหภูมิของกระบอกปืนด้านหน้าเล็กน้อยเพื่อป้องกันน้ำลายไหล
**แรงดันและความเร็วการฉีด: ตั้งไว้ที่ระดับล่าง**
เนื่องจากความสามารถในการไหลที่ดีเยี่ยม PP จึงไม่ต้องใช้แรงดันสูงในการฉีด โดยทั่วไป 40 ถึง 80 MPa ก็เพียงพอแล้วสำหรับการเติมแม่พิมพ์ แม้ว่าแรงดันอาจเพิ่มขึ้นอย่างเหมาะสมสำหรับชิ้นส่วนที่มีผนังบางและมีการไหลยาวก็ตาม ความเร็วในการฉีดควรตั้งไว้ที่ความเร็วปานกลางเป็นหลัก ความเร็วที่เร็วเกินไปอาจนำไปสู่การกักอากาศ การไหม้เกรียม และรอยพ่น ในขณะที่ความเร็วที่ช้าเกินไปอาจส่งผลให้เกิดรอยวัสดุเย็น
**การกดค้างไว้และเวลา: ตั้งค่าเป็นระดับปานกลาง**
PP มีการหดตัวอย่างมีนัยสำคัญ ดังนั้นเฟสแรงกดค้างไว้จึงถูกใช้เพื่อชดเชยการหดตัวและลดรอยจมให้เหลือน้อยที่สุด โดยทั่วไปแรงดันในการจับจะตั้งไว้ที่ 30% ถึง 60% ของแรงดันการฉีด ระยะเวลาในการจับยึดไม่ควรนานเกินไป เนื่องจากอาจเพิ่มความเครียดภายในและทำให้การรื้อถอนทำได้ยาก ขั้นตอนการกดค้างไว้สามารถยุติได้เมื่อประตูแข็งตัวเพื่อป้องกันการอัดแน่นเกินไป ซึ่งอาจนำไปสู่การขยายตัวของแม่พิมพ์หรือการเสียรูปของชิ้นส่วนได้ **ผลกระทบที่สำคัญของอุณหภูมิแม่พิมพ์ต่อประสิทธิภาพ**
**อุณหภูมิแม่พิมพ์ต่ำ (20°C–40°C):** เย็นตัวเร็ว รอบเวลาสั้น ความคงตัวของขนาดที่ดีเยี่ยม และความเหนียวที่ดี เหมาะสำหรับชิ้นส่วนที่สวยงามและส่วนประกอบผนังบาง
**อุณหภูมิแม่พิมพ์สูง (50°C–80°C):** ส่งเสริมการตกผลึกเต็มรูปแบบ ส่งผลให้มีความแข็งแกร่งสูงและพื้นผิวมันเงาเป็นเลิศ อย่างไรก็ตาม มันนำไปสู่การหดตัวที่สูงขึ้น ความไวต่อการบิดเบี้ยวที่เพิ่มขึ้น และรอบเวลาที่ยาวนานขึ้น
สำหรับชิ้นส่วนความสวยงามและโครงสร้างมาตรฐาน โดยทั่วไปแล้วการควบคุมอุณหภูมิแม่พิมพ์ให้อยู่ในช่วง **30°C–50°C** ก็เพียงพอแล้ว
**ระยะเวลาทำความเย็นสั้น ประสิทธิภาพการผลิตสูง**
PP มีการนำความร้อนที่ดีและตกผลึก/แข็งตัวอย่างรวดเร็ว ด้วยเหตุนี้ ขั้นตอนการทำความเย็นจึงคิดเป็นสัดส่วนที่ค่อนข้างน้อยของรอบเวลาโดยรวม โดยทั่วไปชิ้นส่วนที่มีความหนาของผนัง 1-2 มม. จะสามารถดีดออกได้ภายใน 5-15 วินาที ทำให้วัสดุนี้เหมาะอย่างยิ่งสำหรับการผลิตอัตโนมัติที่มีความเร็วสูง การระบายความร้อนที่ไม่สม่ำเสมอยังคงเป็นสาเหตุหลักของการบิดงอ ดังนั้นการหมุนเวียนของน้ำหล่อเย็นที่สม่ำเสมอจึงเป็นสิ่งสำคัญ
**ความเร็วของสกรูและแรงดันต้าน: การตั้งค่าอาจสูงขึ้น**
PP มีความหนืดต่ำและไวต่อแรงเฉือน สามารถตั้งค่าความเร็วของสกรูให้สูงขึ้นเล็กน้อยเพื่อเพิ่มประสิทธิภาพการทำให้เป็นพลาสติก แรงดันต้านปานกลางช่วยให้ผสมสีสม่ำเสมอและระบายก๊าซที่ติดอยู่ อย่างไรก็ตาม แรงดันต้านที่มากเกินไปสามารถนำไปสู่ความร้อนสูงเกินไปที่เกิดจากแรงเฉือนและการเสื่อมสภาพของวัสดุได้
**III. ข้อควรพิจารณาที่สำคัญในการออกแบบแม่พิมพ์**
**ค่าเผื่อการหดตัวที่เพียงพอ**
การออกแบบแม่พิมพ์ต้องมีค่าเผื่อการหดตัว **1.5%–2.2%** จำเป็นต้องมีการชดเชยเพิ่มเติมสำหรับการเสริมความแข็งแรงของโครงและพื้นที่ที่ความหนาของผนังเปลี่ยนแปลงกะทันหัน เพื่อป้องกันไม่ให้ผลิตภัณฑ์สำเร็จรูปมีขนาดเล็กเกินไปหรือเกิดปัญหาในการประกอบ
**การเลือกประตูแบบยืดหยุ่น**
สามารถใช้ประตูประเภทต่างๆ รวมถึงประตูขอบ ประตูพินพอยต์ ประตูใต้น้ำ และประตูพัดลม ได้ สำหรับชิ้นส่วนแบนขนาดใหญ่ แนะนำให้ใช้ประตูพัดลมเพื่อลดการวางแนวของโมเลกุลที่ไม่สม่ำเสมอ สำหรับชิ้นส่วนที่มีโครงสร้างแกนกลางที่ละเอียดอ่อนหรือเรียว ควรหลีกเลี่ยงประตูสปรูโดยตรงเพื่อป้องกันการเสียรูปของแกนที่เกิดจากการปะทะของหลอมโดยตรง
**ข้อกำหนดในการระบายอากาศ: เรียบง่ายแต่จำเป็นสำหรับการไหลที่ราบรื่น**
PP มีคุณสมบัติการไหลที่ดีเยี่ยมและเติมช่องได้อย่างรวดเร็ว อย่างไรก็ตาม อากาศอาจติดอยู่ที่ส่วนท้ายของโพรงหรือที่แนวเชื่อมได้ง่าย ช่องระบายอากาศตื้นจะต้องรวมอยู่ในแนวแยกส่วนและที่ปลายของโครงเสริมแรงเพื่อป้องกันการไหม้ (ผลดีเซล) หรือช็อตสั้น (การบรรจุไม่สมบูรณ์)
**แนะนำมุมร่างที่ใจกว้าง**
เนื่องจากอัตราการหดตัวสูงของ PP ชิ้นส่วนที่ขึ้นรูปจึงมีแนวโน้มที่จะยึดเกาะกับแกนแน่น ดังนั้น มุมร่าง (เทเปอร์) โดยทั่วไปควรมีค่าไม่ต่ำกว่า 0.5°–1° ชิ้นส่วนที่มีโพรงลึกหรือโครงเสริมแรงจำนวนมากจำเป็นต้องมีมุมร่างที่ใหญ่ขึ้น เพื่อป้องกันรอยดีดออก (การทำให้ขาวขึ้น) หรือรอยลากบนพื้นผิว **กลไกการดีดออก: เรียบง่ายและเชื่อถือได้**
PP มีความเหนียวเป็นเลิศและทนทานต่อการแตกหัก ดังนั้นจึงสามารถใช้วิธีการดีดออกมาตรฐาน เช่น หมุดดีดตัวออก แผ่นดีดตัว หรือปลอกดีดตัวออกได้ สำหรับชิ้นส่วนที่มีช่องตื้นในพื้นที่ขนาดใหญ่ การดีดออกผ่านแผ่นดีดตัวออกมามีความเหมาะสมเป็นพิเศษ เนื่องจากช่วยให้มีการกระจายแรงที่สม่ำเสมอมากขึ้น
**IV. ข้อบกพร่องทั่วไปและจุดควบคุมที่สำคัญ**
**การโก่งงอและการเสียรูป**
สาเหตุหลักเกิดจากการหดตัวและการวางแนวที่ไม่สม่ำเสมอ **มาตรการรับมือ:** รับประกันการระบายความร้อนที่สมดุล ปรับตำแหน่งประตูให้เหมาะสม ลดแรงกดในการยึด เพิ่มเวลาการทำความเย็นอย่างเหมาะสม และปรับอุณหภูมิของแม่พิมพ์
**รอยจมและความหดหู่**
พบบ่อยที่สุดในบริเวณที่มีส่วนผนังหนา **มาตรการรับมือ:** ปรับความหนาของผนังให้สม่ำเสมอ ยืดเวลาการยึดเกาะอย่างเหมาะสม เพิ่มอุณหภูมิแม่พิมพ์เฉพาะที่ และเร่งความเร็วในการบรรจุ
**แฟลชและเลนซ์**
เกิดจากการหลอมเหลวมากเกินไป ความดันสูงเกินไป หรือแรงจับยึดไม่เพียงพอ **มาตรการรับมือ:** ลดแรงกดและความเร็วของการฉีด ลดแรงกดในการจับ และตรวจสอบพื้นผิวปิดของแม่พิมพ์
**รอยเชื่อมที่โดดเด่น**
PP ละลายเย็นลงอย่างรวดเร็ว ด้วยเหตุนี้ เส้นเชื่อมที่ชัดเจนจึงมีแนวโน้มที่จะปรากฏขึ้นที่จุดบรรจบกันของส่วนหน้าหลอมละลายทั้งสอง **มาตรการรับมือ:** เพิ่มอุณหภูมิหลอมเหลวและอุณหภูมิแม่พิมพ์ เร่งความเร็วในการฉีด และปรับปรุงการระบายอากาศ
**ความไม่แน่นอนของมิติ**
เกิดจากความผันผวนของอุณหภูมิแม่พิมพ์ แรงกดจับไม่คงที่ หรือการระบายความร้อนไม่สม่ำเสมอ **มาตรการรับมือ:** ปรับพารามิเตอร์การประมวลผลให้เสถียร รับรองการระบายความร้อนที่สมดุล และสร้างมาตรฐานอุณหภูมิของสภาพแวดล้อมการผลิต
**วี. ลักษณะการขึ้นรูปเพิ่มเติมของ PP ดัดแปลง**
**Toughened PP (PP + EPDM):** ความสามารถในการไหลลดลงเล็กน้อย การหดตัวลดลงเล็กน้อย และความเหนียวที่อุณหภูมิต่ำเพิ่มขึ้น อุณหภูมิการขึ้นรูปยังคงใกล้เคียงกับอุณหภูมิของ PP บริสุทธิ์
**Filled PP (PP + Talc / แคลเซียมคาร์บอเนต):** อัตราการหดตัวลดลงอย่างมาก ส่งผลให้มิติมีเสถียรภาพมากขึ้น อย่างไรก็ตามความสามารถในการไหลลดลง ทำให้จำเป็นต้องเพิ่มแรงดันในการฉีด
**PP เสริมแรง (PP + GF):** แอนไอโซโทรปีการหดตัวรุนแรงขึ้น และมีแนวโน้มที่จะเกิด "การลอยตัวของไฟเบอร์" (การสัมผัสของไฟเบอร์บนพื้นผิว) ดังนั้นจึงจำเป็นต้องเพิ่มอุณหภูมิแม่พิมพ์และปรับตำแหน่งเกตให้เหมาะสม ขณะเดียวกันก็ให้ความสนใจกับความต้านทานการสึกหรอของแม่พิมพ์ด้วย
เราคือผู้ผลิตแม่พิมพ์ชิ้นส่วนพลาสติก PP โดยให้การผลิตแม่พิมพ์ชิ้นส่วนพลาสติก PP คุณภาพสูง ตราบใดที่คุณต้องการปรับแต่ง/พัฒนาผลิตภัณฑ์การขึ้นรูปชิ้นส่วนพลาสติก PP คุณสามารถหาเราได้ เรามีการออกแบบแม่พิมพ์ฉีดแบบมืออาชีพและเทคโนโลยีการผลิตที่ครบวงจร โดยให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่งสินค้า เราสามารถช่วยคุณในทุกลิงค์ ตราบใดที่คุณมาหาเรา เราจะให้บริการที่ดีที่สุดแก่คุณและตอบสนองคุณในแง่ของคุณภาพผลิตภัณฑ์ เวลาในการผลิต การเจรจาข้อมูล ฯลฯ
|
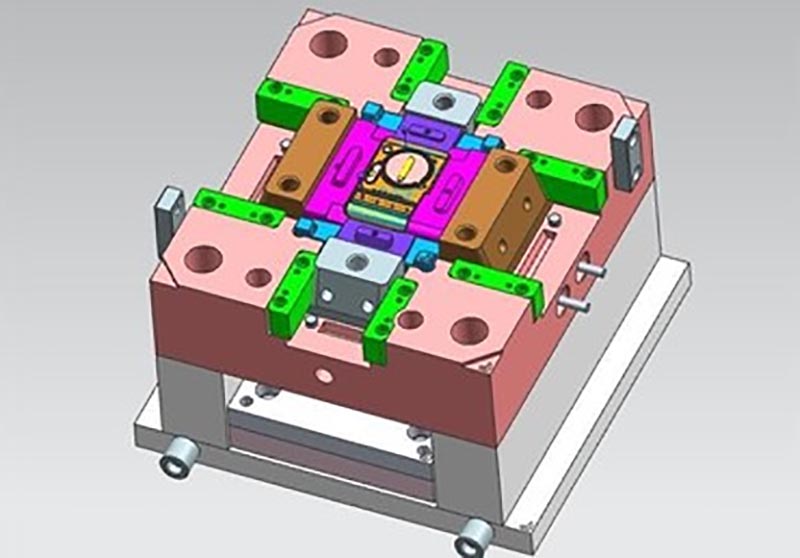
ชื่อสินค้า |
การปั้นลู่วิ่งไฟฟ้า |
|
กรุณาให้ |
2D, 3D, ตัวอย่างหรือขนาดของ ภาพหลายมุม |
|
เวลาแม่พิมพ์ |
20-35 วัน |
|
เวลาสินค้า |
7-15 วัน |
|
ความแม่นยำของแม่พิมพ์ |
+/-0.01มม |
|
ชีวิตเชื้อรา |
50-100 ล้านช็อต |
|
กระบวนการผลิต |
แบบตรวจสอบ - การวิเคราะห์การไหลของแม่พิมพ์ - การตรวจสอบการออกแบบ - วัสดุที่กำหนดเอง - การแปรรูปแม่พิมพ์ - การประมวลผลหลัก - การตัดเฉือนอิเล็กโทรด - ระบบรันเนอร์ การประมวลผล - การประมวลผลชิ้นส่วนและการจัดหา - การยอมรับการตัดเฉือน - ช่อง กระบวนการปรับสภาพพื้นผิว - โหมดซับซ้อน ดาย - ทั้งหมด การเคลือบพื้นผิวแม่พิมพ์ - แผ่นยึด - ตัวอย่างแม่พิมพ์ - การทดสอบตัวอย่าง - การส่ง ตัวอย่าง |
|
ช่องแม่พิมพ์ |
หนึ่งช่อง หลายช่อง หรือเหมือนกัน ผลิตภัณฑ์ที่แตกต่างกันจะทำร่วมกัน |
|
วัสดุแม่พิมพ์ |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
ระบบรันเนอร์ |
นักวิ่งที่ร้อนแรงและนักวิ่งที่เย็น |
|
วัสดุฐาน |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
เสร็จ |
เจาะคำ ขัดกระจก พื้นผิวด้าน, striae |
|
มาตรฐาน |
HASCO, DME หรือขึ้นอยู่กับ |
|
เทคโนโลยีหลัก |
งานกัด, งานเจียร, CNC, EDM, ลวด ตัด, แกะสลัก, EDM, เครื่องกลึง, พื้นผิว ฯลฯ |
|
ซอฟต์แวร์ |
CAD, PRO-E, UG เวลาออกแบบ: 1-3 วัน (สถานการณ์ปกติ) |
|
วัสดุของผลิตภัณฑ์ |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS |
|
ระบบคุณภาพ |
ISO9001:2008 |
|
กำหนดเวลา |
20 วัน |
|
อุปกรณ์ |
CNC, EDM, ตัด เครื่องจักร เครื่องจักรพลาสติก ฯลฯ แม่พิมพ์กระเป๋าเดินทางพลาสติกเจ้อเจียง |


การทำแม่พิมพ์ฉีดพลาสติก

ข้อกำหนดการขึ้นรูปพลาสติก

การออกแบบแม่พิมพ์:



ขั้นตอนการทำธุรกรรม:

การทดสอบแม่พิมพ์:


บรรจุภัณฑ์ของผลิตภัณฑ์

โรงงาน
เราเป็นโรงงานแม่พิมพ์พลาสติกแบบกำหนดเอง โรงงานของเราเป็นผู้ผลิตแม่พิมพ์ฉีดพลาสติก เรามีประสบการณ์ 17 ปีในแม่พิมพ์พลาสติกแบบกำหนดเองแบบมืออาชีพและประสบการณ์การค้าต่างประเทศ 10 ปี เราคือผู้จำหน่ายแม่พิมพ์พลาสติกแบบกำหนดเอง เราสามารถให้บริการแม่พิมพ์พลาสติกแบบกำหนดเองได้ โรงงานของเราสามารถผลิตชิ้นส่วนพลาสติกฉีดขึ้นรูป และคุณภาพของผลิตภัณฑ์จะตอบสนองคุณ
เรามีเครื่องจักรระดับไฮเอนด์มากกว่า 50 เครื่อง และวิศวกรและนักออกแบบหลายร้อยคน เราสามารถให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่ง เรามีห่วงโซ่การผลิตที่สมบูรณ์ เราสามารถตอบสนองทุกความต้องการของคุณได้
บริการที่เรามีให้:
บริการแม่พิมพ์แบบกำหนดเองแบบมืออาชีพ การออกแบบและการผลิตแม่พิมพ์พลาสติก การผลิตผลิตภัณฑ์พลาสติก การออกแบบผลิตภัณฑ์ การออกแบบแม่พิมพ์ การปรับแต่งแม่พิมพ์เป่า การปรับแต่งแม่พิมพ์แบบหมุน การปรับแต่งแม่พิมพ์หล่อ บริการการพิมพ์ 3 มิติ บริการการผลิต CNC บรรจุภัณฑ์ของผลิตภัณฑ์ บรรจุภัณฑ์ตามสั่ง บริการจัดส่ง










เรายึดมั่นในหลักการของคุณภาพก่อนและหลังเสมอ ในขณะที่มอบผลิตภัณฑ์คุณภาพสูงสุดแก่ลูกค้า พยายามเพิ่มประสิทธิภาพการผลิตให้สูงสุดและลดเวลาในการผลิตให้สั้นลง เราภูมิใจที่จะบอกลูกค้าทุกคนว่าบริษัทของเราไม่เคยสูญเสียลูกค้าเลยนับตั้งแต่ก่อตั้ง หากมีปัญหากับผลิตภัณฑ์ เราจะหาวิธีแก้ปัญหาอย่างแข็งขันและรับผิดชอบจนถึงที่สุด

คำถามที่พบบ่อย
Q1: คุณเป็น บริษัท การค้าหรือผู้ผลิตหรือไม่?
ตอบ: เราเป็นผู้ผลิต
ไตรมาสที่ 2 ฉันจะได้รับใบเสนอราคาได้เมื่อใด
ตอบ: โดยปกติแล้วเราจะเสนอราคาภายใน 2 วันหลังจากที่เราได้รับคำถามจากคุณ
หากคุณเร่งด่วนมาก โปรดโทรหาเราหรือแจ้งให้เราทราบทางอีเมลของคุณเพื่อให้เราสามารถเสนอราคาให้คุณได้ก่อน
ไตรมาสที่ 3 ระยะเวลารอคอยสำหรับแม่พิมพ์นานแค่ไหน?
ตอบ: ทุกอย่างขึ้นอยู่กับขนาดและความซับซ้อนของผลิตภัณฑ์ โดยปกติระยะเวลารอคอยคือ 25 วัน
ไตรมาสที่ 4 ฉันไม่มีการวาดภาพ 3 มิติ ฉันจะเริ่มโปรเจ็กต์ใหม่ได้อย่างไร
ตอบ: คุณสามารถจัดหาตัวอย่างการขึ้นรูปให้เราได้ เราจะช่วยคุณในการออกแบบภาพวาด 3 มิติให้เสร็จสิ้น
คำถามที่ 5 ก่อนจัดส่งจะตรวจสอบคุณภาพผลิตภัณฑ์ได้อย่างไร?
ตอบ: หากคุณไม่ได้มาที่โรงงานของเราและไม่มีบุคคลที่สามมาตรวจสอบ เราจะเป็นเจ้าหน้าที่ตรวจสอบของคุณ
เราจะจัดหาวิดีโอสำหรับรายละเอียดกระบวนการผลิตให้คุณ รวมถึงรายงานกระบวนการ โครงสร้างขนาดผลิตภัณฑ์และรายละเอียดพื้นผิว รายละเอียดการบรรจุและอื่นๆ
คำถามที่ 6 เงื่อนไขการชำระเงินของคุณคืออะไร?
A: การชำระเงินแม่พิมพ์: เงินมัดจำ 40% โดย T / T ล่วงหน้า 30% การชำระเงินแม่พิมพ์ครั้งที่สองก่อนที่จะส่งออกตัวอย่างทดลองแรก ยอดแม่พิมพ์ 30% หลังจากที่คุณยอมรับตัวอย่างสุดท้าย
B: การชำระเงินการผลิต: เงินมัดจำล่วงหน้า 50%, 50% ก่อนที่จะส่งสินค้าขั้นสุดท้าย
Q7: คุณทำให้ธุรกิจของเรามีความสัมพันธ์ที่ดีในระยะยาวได้อย่างไร?
ตอบ:1. เรารักษาคุณภาพที่ดีและราคาที่แข่งขันได้เพื่อให้มั่นใจว่าลูกค้าของเราจะได้รับประโยชน์จากผลิตภัณฑ์ที่มีคุณภาพดีที่สุด
2. เราเคารพลูกค้าทุกคนในฐานะเพื่อนของเรา และเราทำธุรกิจและเป็นเพื่อนกับพวกเขาอย่างจริงใจไม่ว่าพวกเขาจะมาจากไหนก็ตาม
แท็กยอดนิยม: การปั้นชิ้นส่วนพลาสติก PP ABS PC, จีน, ผู้ผลิต, ผู้จัดจำหน่าย, โรงงาน, ปรับแต่ง, ขายส่ง, ซื้อ, คุณภาพ, ขายล่าสุด, ผลิตในประเทศจีน
หมวดหมู่ที่เกี่ยวข้อง
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง








