

บ้าน
>
ผลิตภัณฑ์ > เครื่องใช้ไฟฟ้าและเครื่องมืออิเล็กทรอนิกส์ > เครื่องใช้ในห้องน้ำ > การปั้นเครื่องซักผ้า
ผลิตภัณฑ์
- บริการปรับแต่งหลัก
- การดูแลสุขภาพ
- เครื่องใช้ไฟฟ้าและเครื่องมืออิเล็กทรอนิกส์
- แม่พิมพ์ของใช้แม่และเด็ก
- กีฬาสันทนาการ
- ศิลปะการตกแต่งบ้าน
- อุปกรณ์ประดับยนต์
- การขนส่งและคลังสินค้า
- อุปกรณ์แสงสว่าง
- อุปกรณ์ก่อสร้าง
- สินค้าบรรจุภัณฑ์
- การศึกษาและห้องปฏิบัติการ
- เสื้อผ้า กระเป๋า อุปกรณ์ตกแต่ง
- ผลิตภัณฑ์ดูแลและทำความสะอาด
- เกษตรกรรมและป่าไม้
- อุปกรณ์เครื่องกล
- อุปกรณ์สำหรับสัตว์เลี้ยง
- เครื่องครัว








การปั้นเครื่องซักผ้า
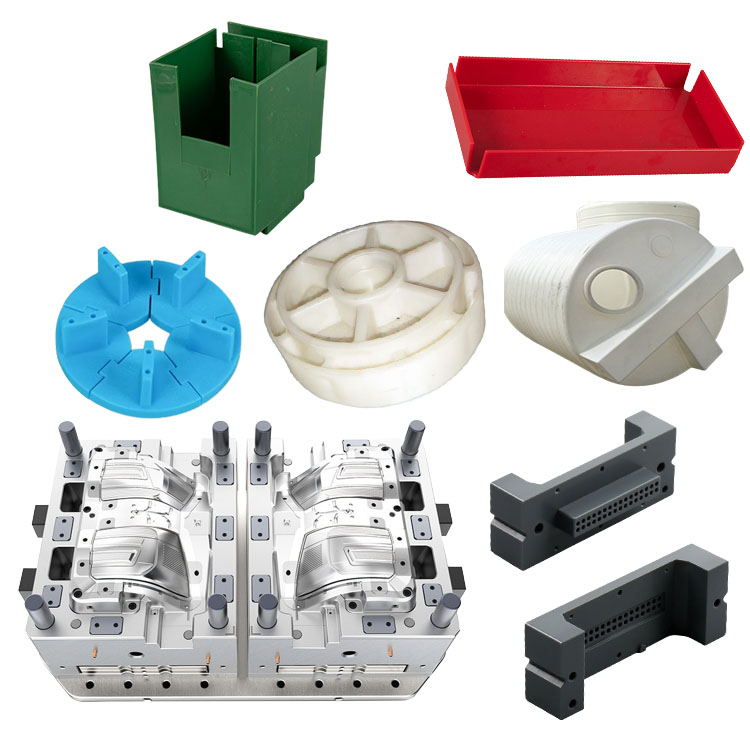
Ningbo (P&M) Plastic Metal Products Co., Ltd. มีเทคโนโลยีการผลิตแม่พิมพ์มาเป็นเวลา 17 ปี และสามารถปรับแต่งการขึ้นรูปด้วยเครื่องซักผ้าได้ เราให้บริการปั้นเครื่องซักผ้าแบบมืออาชีพที่กำหนดเอง และเราเป็นผู้ผลิตแม่พิมพ์ฉีดเครื่องซักผ้าแบบมืออาชีพ เรามีประสบการณ์เพียงพอในการเลือกวัตถุดิบผลิตภัณฑ์และวัสดุแม่พิมพ์ ในกระบวนการปรับแต่งแม่พิมพ์ฉีดขึ้นรูปเครื่องซักผ้า โรงงานของเราสามารถให้บริการแบบครบวงจรได้ เรามีความสามารถในการออกแบบและการผลิตที่เกี่ยวข้องกับการขึ้นรูปแม่พิมพ์เครื่องซักผ้า เช่น การออกแบบ CAD การผลิตแม่พิมพ์ การฉีดขึ้นรูป การผลิตผลิตภัณฑ์พลาสติก การประกอบ และเทคโนโลยีอื่น ๆ
ส่งคำถาม
รายละเอียดสินค้า
นอกจากนี้ บริษัทของเราได้สร้างความสัมพันธ์แบบร่วมมือกับซัพพลายเออร์วัตถุดิบพลาสติก ผู้ผลิตการพิมพ์ ฯลฯ เพื่อให้มั่นใจในการจัดหาวัตถุดิบและคุณภาพการพิมพ์ ด้วยประสบการณ์อันยาวนานและห่วงโซ่อุปทานที่สมบูรณ์แบบ บริษัทของเราสามารถให้บริการลูกค้าด้วยผลิตภัณฑ์ฉีดขึ้นรูปเครื่องซักผ้าคุณภาพสูงที่ปรับแต่งตามความต้องการของลูกค้า เพื่อตอบสนองความต้องการเฉพาะของพวกเขา ในเวลาเดียวกัน เรามีประสบการณ์ 10 ปีในการบริการการค้าต่างประเทศอย่างมืออาชีพ เข้าใจกระบวนการการค้าต่างประเทศ และให้บริการลูกค้าของเราได้ดียิ่งขึ้น สำหรับผลิตภัณฑ์การขึ้นรูปแม่พิมพ์เครื่องซักผ้า เราสามารถผลิตชิ้นส่วนพลาสติกที่สอดคล้องกัน ซึ่งส่วนใหญ่ทำผ่านแม่พิมพ์ฉีด




เนื่องจากเป็นองค์ประกอบด้านความสวยงามและโครงสร้างของเครื่องใช้ไฟฟ้าภายในบ้าน โครงสร้างเครื่องซักผ้าจึงต้องอาศัยกระบวนการฉีดขึ้นรูปที่สร้างสมดุลระหว่างความแม่นยำของมิติ คุณภาพพื้นผิว ความสมบูรณ์ของโครงสร้าง และประสิทธิภาพการผลิต ตั้งแต่การเลือกวัสดุและการออกแบบแม่พิมพ์ไปจนถึงการควบคุมพารามิเตอร์ในการประมวลผลและการตรวจสอบคุณภาพหลังการประมวลผล ทุกขั้นตอนต้องการการควบคุมที่พิถีพิถัน ข้อมูลต่อไปนี้จะสรุปรายละเอียดการขึ้นรูปทั้งหมดและข้อควรพิจารณาที่สำคัญ
I. การเลือกวัสดุและการบำบัดเบื้องต้น (รากฐานของการขึ้นรูป)
1. วัสดุกระแสหลักและคุณลักษณะของวัสดุเหล่านี้
โดยทั่วไปแล้วตัวเรือนเครื่องซักผ้าจะใช้วัสดุหลักสามประเภท ได้แก่ ABS, PP และโลหะผสม PC/ABS ซึ่งแต่ละประเภทได้รับการปรับแต่งให้เหมาะกับตำแหน่งผลิตภัณฑ์และข้อกำหนดด้านประสิทธิภาพที่แตกต่างกัน:
ABS (อะคริโลไนไตรล์-บิวทาไดอีน-สไตรีน): ตัวเลือกยอดนิยมสำหรับรุ่นระดับกลางถึงระดับสูง มีความแข็งแกร่งเป็นเลิศ ทนทานต่อแรงกระแทกสูง มีความมันเงาเหนือพื้นผิว และทาสีหรือพิมพ์สกรีนได้ง่าย ด้วยอัตราการหดตัว 0.5%–0.8% และช่วงอุณหภูมิการขึ้นรูปที่ 220°C–260°C จึงเหมาะอย่างยิ่งสำหรับส่วนประกอบที่มีความสวยงามที่ซับซ้อนและการออกแบบโครงสร้างที่ซับซ้อน
PP (โพลีโพรพีลีน): ตัวเลือกยอดนิยมสำหรับรุ่นประหยัด มีต้นทุนต่ำ ทนทานต่อสารเคมี ทนทานต่ออุณหภูมิต่ำ และมีความหนาแน่นต่ำ ด้วยอัตราการหดตัวที่ 1.0%–2.5% (สูงขึ้นเนื่องจากลักษณะของผลึก) และช่วงอุณหภูมิการขึ้นรูปที่ 180°C–220°C จึงมักจะต้องเติมสารต่อต้านริ้วรอยและสารเพิ่มความแกร่งเพื่อเพิ่มประสิทธิภาพ เหมาะอย่างยิ่งสำหรับส่วนประกอบโครงสร้าง เช่น ฝาครอบด้านบนและฐานของเครื่องซักผ้าแบบถังซัก
โลหะผสม PC/ABS: สงวนไว้สำหรับรุ่นระดับไฮเอนด์ โลหะผสมนี้ผสมผสานความแข็งแกร่งสูงและทนความร้อนของพีซีเข้ากับลักษณะการประมวลผลที่ง่ายดายของ ABS มีความทนทานต่อแรงกระแทกและความเสถียรของขนาดเป็นพิเศษ ทำให้เหมาะสำหรับการใช้งานตัวเรือนที่มีความแข็งแรงสูงและบางเป็นพิเศษ ช่วงอุณหภูมิการขึ้นรูปอยู่ที่ 240°C–280°C
2. การเตรียมวัตถุดิบ (ขั้นตอนเบื้องต้นที่สำคัญ)
ลักษณะการดูดความชื้นของวัตถุดิบพลาสติกสามารถนำไปสู่ข้อบกพร่องในการขึ้นรูป เช่น ฟองอากาศ ริ้วสีเงิน และตำหนิบนพื้นผิว ดังนั้น การบำบัดล่วงหน้าอย่างเหมาะสมจึงเป็นข้อกำหนดเบื้องต้นที่สำคัญ:
การอบแห้ง: วัสดุ ABS และ PC/ABS ต้องการการอบแห้งด้วยลมร้อนที่อุณหภูมิ 80°C–90°C เป็นเวลา 3–4 ชั่วโมง โดยมีการควบคุมปริมาณความชื้นอย่างเข้มงวดเพื่อให้คงอยู่ต่ำกว่า 0.03% PP ซึ่งมีความสามารถในการดูดความชื้นน้อยกว่า ช่วยให้กระบวนการทำให้แห้งง่ายขึ้น (70°C–80°C เป็นเวลา 1–2 ชั่วโมง) การผสมและการจับคู่สี: ตัวเรือนต้องใช้โทนสีที่สม่ำเสมอ มาสเตอร์แบทช์สีจะถูกเติมในอัตราส่วนเฉพาะ (2%–5%) และผสมให้เข้ากันโดยใช้เครื่องผสมเพื่อป้องกันการแปรผันของสี สำหรับตัวเรือนที่ใช้งานได้จริง จะมีการเพิ่มสารหน่วงการติดไฟและสารป้องกันไฟฟ้าสถิตเพื่อเพิ่มความปลอดภัยและประสิทธิภาพการทำงาน
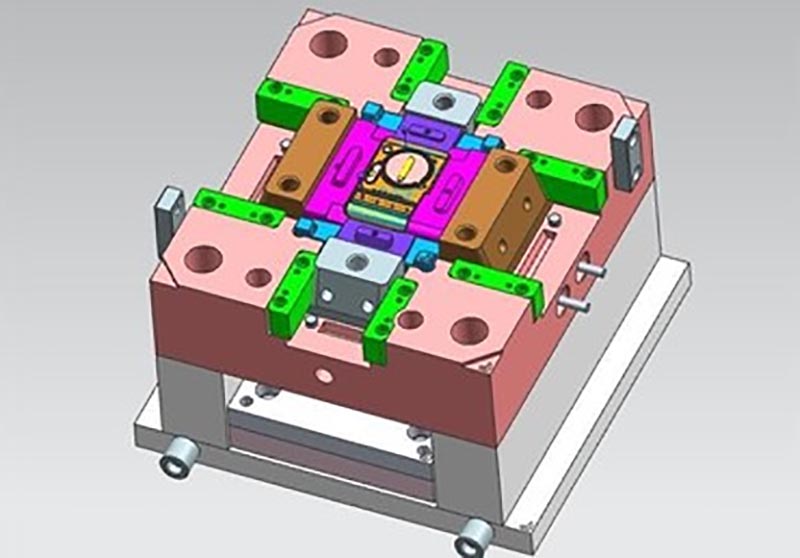
ครั้งที่สอง การออกแบบและการผลิตแม่พิมพ์ (แกนหลักของความแม่นยำในการขึ้นรูป)
โครงสร้างเครื่องซักผ้าเป็นส่วนประกอบผนังบางขนาดใหญ่ (ความหนาของผนัง: 1.5–3 มม.) ดังนั้นการออกแบบแม่พิมพ์จะเป็นตัวกำหนดคุณภาพและประสิทธิภาพของกระบวนการขึ้นรูปโดยตรง:
1. การออกแบบโครงสร้างแม่พิมพ์
การเลือกเส้นแบ่งส่วน: วางตำแหน่งตามแนวโค้งสูงสุดของตัวเครื่องโดยหลีกเลี่ยงพื้นผิวภายนอกที่มองเห็นได้ การวางแนวที่ไม่ตรงของเส้นแยกส่วนจะถูกควบคุมภายใน 0.02 มม. เพื่อป้องกันการกะพริบและเครื่องหมายปิดแม่พิมพ์ที่มองเห็นได้
ช่องและแกน: ใช้การออกแบบช่องรวมเพื่อให้แน่ใจว่าพื้นผิวเรียบ แกนมีโครงเสริมความแข็งแรง (ที่มีความหนาเท่ากับ 50%–60% ของความหนาของผนังตัวเรือน) เพื่อเพิ่มความแข็งแรงของโครงสร้างและป้องกันการเสียรูป สำหรับตัวเรือนขนาดใหญ่ แม่พิมพ์แบบหลายช่อง (2-4 ช่อง) จะถูกนำมาใช้เพื่อเพิ่มประสิทธิภาพการผลิตจำนวนมาก
ระบบ Gating and Runner: เส้นผ่านศูนย์กลางของรันเนอร์หลักคือ 6–8 มม. และเส้นผ่านศูนย์กลางของรันเนอร์ย่อยคือ 4–6 มม. มีการใช้ระบบวิ่งร้อนเพื่อลดของเสียจากประตูและลดรอบการขึ้นรูปให้สั้นลง เลือกประตูด้านข้างหรือประตูใต้น้ำ การวางตำแหน่งจะหลีกเลี่ยงพื้นผิวภายนอกที่มองเห็นได้ โดยมีเส้นผ่านศูนย์กลางประตู 0.8–1.2 มม. และความยาว ≤1.5 มม. เพื่อให้แน่ใจว่ามีการเติมวัสดุหลอมที่สม่ำเสมอ
ระบบทำความเย็น: ช่องระบายความร้อนของแม่พิมพ์มีเส้นผ่านศูนย์กลาง 8–10 มม. และกระจายอย่างสม่ำเสมอไปตามช่องและแกน อุณหภูมิของแม่พิมพ์แบบอยู่กับที่จะถูกรักษาให้สูงกว่าอุณหภูมิของแม่พิมพ์ที่กำลังเคลื่อนที่ 3–5°C โดยมีอุณหภูมิของน้ำหล่อเย็นอยู่ระหว่าง 20°C ถึง 30°C เพื่อให้มั่นใจว่าตัวเรือนจะเย็นสม่ำเสมอ และลดความเครียดภายในและรอยจมให้เหลือน้อยที่สุด
ระบบระบายอากาศ: ช่องระบายอากาศอยู่ในตำแหน่งที่จุดเติมสุดท้ายของวัสดุหลอม (เช่น มุม ปลายของซี่โครงเสริมแรง) ช่องเหล่านี้มีความลึก 0.025–0.038 มม. และกว้าง 1.5 มม. ทำหน้าที่ไล่อากาศออกจากโพรงแม่พิมพ์ และป้องกันการไหม้หรือช่องว่างในอากาศที่ติดอยู่ 2. วัสดุแม่พิมพ์และการแปรรูป
ช่องและแกนของแม่พิมพ์สร้างโดยใช้เหล็กชุบแข็ง 718 (ให้ประสิทธิภาพโดยรวมที่เหนือกว่าและเหมาะสำหรับแม่พิมพ์ที่มีความแม่นยำสูง) หรือสแตนเลส S136 (ทนทานต่อการกัดกร่อนและเหมาะสำหรับตัวเรือนที่มีความมันวาวสูง) พื้นผิวได้รับการขัดเงาให้มีความหยาบ Ra 0.02–0.05 μm เพื่อให้แน่ใจว่าได้ผิวเคลือบขั้นสุดท้ายที่ไร้ที่ติ
การประมวลผลดำเนินการโดยใช้เครื่องกัด CNC, EDM (Electrical Discharge Machining) และการตัดลวด ขนาดของโพรงได้รับการชดเชยตามอัตราการหดตัวของวัสดุ (ABS: +0.6%; PP: +1.5%) เพื่อให้แน่ใจว่าขนาดของชิ้นส่วนที่ขึ้นรูปตรงตามข้อกำหนด
3. การควบคุมพารามิเตอร์กระบวนการฉีดขึ้นรูป (ขั้นตอนการขึ้นรูปวิกฤต)
เลือกเครื่องฉีดขึ้นรูปแบบแนวนอนขนาดใหญ่สำหรับกระบวนการนี้ (มีแรงจับยึด 1,000–3,000 ตันและปริมาตรการฉีด ≥1,000 กรัม) การควบคุมมุ่งเน้นไปที่พารามิเตอร์หลักสี่ประการ ได้แก่ อุณหภูมิ ความดัน ความเร็ว และเวลา ซึ่งขึ้นอยู่กับการจัดการที่แม่นยำทีละขั้นตอน:
1. พารามิเตอร์อุณหภูมิ (แกนกลางของการควบคุมสถานะการหลอม)
อุณหภูมิลำกล้อง: ใช้โปรไฟล์การให้ความร้อนแบบไล่ระดับ (จากโซนป้อน → โซนกลาง → โซนด้านหน้า → หัวฉีด) สำหรับ ABS: โซนป้อน 220°C, โซนกลาง 240°C, โซนด้านหน้า 250°C, หัวฉีด 245°C สำหรับ PP: โซนป้อน 180°C, โซนกลาง 200°C, โซนด้านหน้า 210°C, หัวฉีด 205°C ความผันผวนของอุณหภูมิจะคงอยู่ภายใน ≤ ±5°C เพื่อป้องกันการเสื่อมสภาพของวัสดุหรือการบรรจุแม่พิมพ์ไม่เพียงพอ
อุณหภูมิแม่พิมพ์: สำหรับ ABS อุณหภูมิแม่พิมพ์ตั้งไว้ที่ 60–80°C (เพื่อเพิ่มความมันวาวของพื้นผิวและลดความเครียดภายใน) สำหรับ PP อุณหภูมิแม่พิมพ์จะตั้งไว้ที่ 50–70°C (เพื่อควบคุมความเป็นผลึกและลดการหดตัว) ความคงตัวของอุณหภูมิแม่พิมพ์จะคงไว้ภายใน ≤ ±3°C เพื่อให้มั่นใจในการทำความเย็นที่สม่ำเสมอ 2. พารามิเตอร์ความดันและความเร็ว (แกนกลางของเฟสการบรรจุและการจับยึด)
แรงดันการฉีด: ABS 100–140 MPa; พีพี 120–160 เมกะปาสคาล ควบคุมในสามขั้นตอน: ความเร็วต่ำ (5%–10%) สำหรับการเติมเกต (เพื่อป้องกันแสงแฟลช) → ความเร็วปานกลางถึงสูง (60%–80%) สำหรับการเติมตัวหลักของคาวิตี้ (เพื่อลดเวลารอบ) → ความเร็วต่ำ (10%–20%) สำหรับการเติมส่วนสุดท้าย (เพื่อป้องกันช่องว่าง/ฟองอากาศ)
แรงดันโฮลดิ้ง: 60%–80% ของแรงดันการฉีด (ABS 70–110 MPa; PP 90–130 MPa) เวลาในการจับยึดคือ 15–25 วินาที—จนกว่าประตูจะหยุดนิ่ง—เพื่อชดเชยการหดตัวของหลอมเหลว และกำจัดรอยยุบและการกดตัว
แรงดันย้อนกลับ: 3–8 MPa ช่วยให้มั่นใจได้ว่าการหลอมเหลวจะมีความสม่ำเสมอและหนาแน่น ในขณะเดียวกันก็ป้องกันช่องว่าง
แรงจับยึด: คำนวณตามพื้นที่ที่ฉายภาพ (3000–3800 ตัน/ตรม.) โดยใช้เกณฑ์ "แทบไม่มีแฟลช" เป็นมาตรฐานเพื่อป้องกันการเสียรูปของแม่พิมพ์
3. พารามิเตอร์เวลา (แกนกลางของประสิทธิภาพการขึ้นรูป)
เวลาในการฉีด: 3–5 วินาทีสำหรับตัวเรือนขนาดใหญ่ ช่วยให้มั่นใจได้ถึงการเติมของเหลวอย่างรวดเร็วและลดความเย็นที่ไม่สม่ำเสมอ
เวลาในการทำความเย็น: คิดเป็น 60%–80% ของรอบการขึ้นรูปทั้งหมด เอบีเอส: 40–60 วินาที; พีพี: 30–50 วินาที มาตรฐานนี้ถูกกำหนดให้เป็นจุดที่สามารถดีดตัวเรือนออกได้โดยไม่เสียรูปหรือเกาะติดกับแม่พิมพ์
รอบการขึ้นรูปทั้งหมด: ABS: 70–90 วินาที; พีพี: 60–80 วินาที วงจรสั้นลงและกำลังการผลิตเพิ่มขึ้นผ่านการเพิ่มประสิทธิภาพของกระบวนการทำความเย็นและการใช้ระบบทางวิ่งร้อน
เราคือผู้ผลิตแม่พิมพ์ฉีดเครื่องซักผ้า โดยผลิตแม่พิมพ์ฉีดเครื่องซักผ้าคุณภาพสูง ตราบใดที่คุณต้องการปรับแต่ง/พัฒนาผลิตภัณฑ์ขึ้นรูปแม่พิมพ์เครื่องซักผ้า คุณสามารถหาเราได้ เรามีการออกแบบแม่พิมพ์ฉีดแบบมืออาชีพและเทคโนโลยีการผลิตที่ครบวงจร โดยให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่งสินค้า เราสามารถช่วยคุณในทุกลิงค์ ตราบใดที่คุณมาหาเรา เราจะให้บริการที่ดีที่สุดแก่คุณและตอบสนองคุณในแง่ของคุณภาพผลิตภัณฑ์ เวลาในการผลิต การเจรจาข้อมูล ฯลฯ
|
ชื่อสินค้า |
การปั้นลู่วิ่งไฟฟ้า |
|
กรุณาให้ |
2D, 3D, ตัวอย่างหรือขนาดของ ภาพหลายมุม |
|
เวลาแม่พิมพ์ |
20-35 วัน |
|
เวลาสินค้า |
7-15 วัน |
|
ความแม่นยำของแม่พิมพ์ |
+/-0.01มม |
|
ชีวิตเชื้อรา |
50-100 ล้านช็อต |
|
กระบวนการผลิต |
แบบตรวจสอบ - การวิเคราะห์การไหลของแม่พิมพ์ - การตรวจสอบการออกแบบ - วัสดุที่กำหนดเอง - การแปรรูปแม่พิมพ์ - การประมวลผลหลัก - การตัดเฉือนอิเล็กโทรด - ระบบรันเนอร์ การประมวลผล - การประมวลผลชิ้นส่วนและการจัดหา - การยอมรับการตัดเฉือน - ช่อง กระบวนการปรับสภาพพื้นผิว - โหมดซับซ้อน ดาย - ทั้งหมด การเคลือบพื้นผิวแม่พิมพ์ - แผ่นยึด - ตัวอย่างแม่พิมพ์ - การทดสอบตัวอย่าง - การส่ง ตัวอย่าง |
|
ช่องแม่พิมพ์ |
หนึ่งช่อง หลายช่อง หรือเหมือนกัน ผลิตภัณฑ์ที่แตกต่างกันจะทำร่วมกัน |
|
วัสดุแม่พิมพ์ |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
ระบบรันเนอร์ |
นักวิ่งที่ร้อนแรงและนักวิ่งที่เย็น |
|
วัสดุฐาน |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
เสร็จ |
เจาะคำ ขัดกระจก พื้นผิวด้าน, striae |
|
มาตรฐาน |
HASCO, DME หรือขึ้นอยู่กับ |
|
เทคโนโลยีหลัก |
งานกัด, งานเจียร, CNC, EDM, ลวด ตัด, แกะสลัก, EDM, เครื่องกลึง, พื้นผิว ฯลฯ |
|
ซอฟต์แวร์ |
CAD, PRO-E, UG เวลาออกแบบ: 1-3 วัน (สถานการณ์ปกติ) |
|
วัสดุของผลิตภัณฑ์ |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS |
|
ระบบคุณภาพ |
ISO9001:2008 |
|
กำหนดเวลา |
20 วัน |
|
อุปกรณ์ |
CNC, EDM, ตัด เครื่องจักร เครื่องจักรพลาสติก ฯลฯ แม่พิมพ์กระเป๋าเดินทางพลาสติกเจ้อเจียง |


การทำแม่พิมพ์ฉีดพลาสติก

ข้อกำหนดการขึ้นรูปพลาสติก

การออกแบบแม่พิมพ์:



ขั้นตอนการทำธุรกรรม:

การทดสอบแม่พิมพ์:


บรรจุภัณฑ์ของผลิตภัณฑ์

โรงงาน
เราเป็นโรงงานแม่พิมพ์พลาสติกแบบกำหนดเอง โรงงานของเราเป็นผู้ผลิตแม่พิมพ์ฉีดพลาสติก เรามีประสบการณ์ 17 ปีในแม่พิมพ์พลาสติกแบบกำหนดเองแบบมืออาชีพและประสบการณ์การค้าต่างประเทศ 10 ปี เราคือผู้จำหน่ายแม่พิมพ์พลาสติกแบบกำหนดเอง เราสามารถให้บริการแม่พิมพ์พลาสติกแบบกำหนดเองได้ โรงงานของเราสามารถผลิตชิ้นส่วนพลาสติกฉีดขึ้นรูป และคุณภาพของผลิตภัณฑ์จะตอบสนองคุณ
เรามีเครื่องจักรระดับไฮเอนด์มากกว่า 50 เครื่อง และวิศวกรและนักออกแบบหลายร้อยคน เราสามารถให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่ง เรามีห่วงโซ่การผลิตที่สมบูรณ์ เราสามารถตอบสนองทุกความต้องการของคุณได้
บริการที่เรามีให้:
บริการแม่พิมพ์แบบกำหนดเองแบบมืออาชีพ การออกแบบและการผลิตแม่พิมพ์พลาสติก การผลิตผลิตภัณฑ์พลาสติก การออกแบบผลิตภัณฑ์ การออกแบบแม่พิมพ์ การปรับแต่งแม่พิมพ์เป่า การปรับแต่งแม่พิมพ์แบบหมุน การปรับแต่งแม่พิมพ์หล่อ บริการการพิมพ์ 3 มิติ บริการการผลิต CNC บรรจุภัณฑ์ของผลิตภัณฑ์ บรรจุภัณฑ์ตามสั่ง บริการจัดส่ง










เรายึดมั่นในหลักการของคุณภาพก่อนและหลังเสมอ ในขณะที่มอบผลิตภัณฑ์คุณภาพสูงสุดแก่ลูกค้า พยายามเพิ่มประสิทธิภาพการผลิตให้สูงสุดและลดเวลาในการผลิตให้สั้นลง เราภูมิใจที่จะบอกลูกค้าทุกคนว่าบริษัทของเราไม่เคยสูญเสียลูกค้าเลยนับตั้งแต่ก่อตั้ง หากมีปัญหากับผลิตภัณฑ์ เราจะหาวิธีแก้ปัญหาอย่างแข็งขันและรับผิดชอบจนถึงที่สุด

คำถามที่พบบ่อย
Q1: คุณเป็น บริษัท การค้าหรือผู้ผลิตหรือไม่?
ตอบ: เราเป็นผู้ผลิต
ไตรมาสที่ 2 ฉันจะได้รับใบเสนอราคาได้เมื่อใด
ตอบ: โดยปกติแล้วเราจะเสนอราคาภายใน 2 วันหลังจากที่เราได้รับคำถามจากคุณ
หากคุณเร่งด่วนมาก โปรดโทรหาเราหรือแจ้งให้เราทราบทางอีเมลของคุณเพื่อให้เราสามารถเสนอราคาให้คุณได้ก่อน
ไตรมาสที่ 3 ระยะเวลารอคอยสำหรับแม่พิมพ์นานแค่ไหน?
ตอบ: ทุกอย่างขึ้นอยู่กับขนาดและความซับซ้อนของผลิตภัณฑ์ โดยปกติระยะเวลารอคอยคือ 25 วัน
ไตรมาสที่ 4 ฉันไม่มีการวาดภาพ 3 มิติ ฉันจะเริ่มโปรเจ็กต์ใหม่ได้อย่างไร
ตอบ: คุณสามารถจัดหาตัวอย่างการขึ้นรูปให้เราได้ เราจะช่วยคุณในการออกแบบภาพวาด 3 มิติให้เสร็จสิ้น
คำถามที่ 5 ก่อนจัดส่งจะตรวจสอบคุณภาพผลิตภัณฑ์ได้อย่างไร?
ตอบ: หากคุณไม่ได้มาที่โรงงานของเราและไม่มีบุคคลที่สามมาตรวจสอบ เราจะเป็นเจ้าหน้าที่ตรวจสอบของคุณ
เราจะจัดหาวิดีโอสำหรับรายละเอียดกระบวนการผลิตให้คุณ รวมถึงรายงานกระบวนการ โครงสร้างขนาดผลิตภัณฑ์และรายละเอียดพื้นผิว รายละเอียดการบรรจุและอื่นๆ
คำถามที่ 6 เงื่อนไขการชำระเงินของคุณคืออะไร?
A: การชำระเงินแม่พิมพ์: เงินมัดจำ 40% โดย T / T ล่วงหน้า 30% การชำระเงินแม่พิมพ์ครั้งที่สองก่อนที่จะส่งออกตัวอย่างทดลองแรก ยอดแม่พิมพ์ 30% หลังจากที่คุณยอมรับตัวอย่างสุดท้าย
B: การชำระเงินการผลิต: เงินมัดจำล่วงหน้า 50%, 50% ก่อนที่จะส่งสินค้าขั้นสุดท้าย
Q7: คุณทำให้ธุรกิจของเรามีความสัมพันธ์ที่ดีในระยะยาวได้อย่างไร?
ตอบ:1. เรารักษาคุณภาพที่ดีและราคาที่แข่งขันได้เพื่อให้มั่นใจว่าลูกค้าของเราจะได้รับประโยชน์จากผลิตภัณฑ์ที่มีคุณภาพดีที่สุด
2. เราเคารพลูกค้าทุกคนในฐานะเพื่อนของเรา และเราทำธุรกิจและเป็นเพื่อนกับพวกเขาอย่างจริงใจไม่ว่าพวกเขาจะมาจากไหนก็ตาม
แท็กยอดนิยม: แม่พิมพ์เครื่องซักผ้า, จีน, ผู้ผลิต, ผู้จัดจำหน่าย, โรงงาน, ปรับแต่ง, ขายส่ง, ซื้อ, คุณภาพ, ขายล่าสุด, ผลิตในประเทศจีน
หมวดหมู่ที่เกี่ยวข้อง
เครื่องใช้ด้านภาพและเสียง
เครื่องใช้ไฟฟ้า
เครื่องใช้ในบ้าน
สิ่งจำเป็นส่วนตัว
เครื่องใช้ดิจิตอล
เครื่องใช้ในครัว
เครื่องใช้ในห้องน้ำ
เครื่องใช้ที่เป็นมิตรกับสิ่งแวดล้อม
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง








