

ผลิตภัณฑ์
- บริการปรับแต่งหลัก
- การดูแลสุขภาพ
- เครื่องใช้ไฟฟ้าและเครื่องมืออิเล็กทรอนิกส์
- แม่พิมพ์ของใช้แม่และเด็ก
- กีฬาสันทนาการ
- ศิลปะการตกแต่งบ้าน
- อุปกรณ์ประดับยนต์
- การขนส่งและคลังสินค้า
- อุปกรณ์แสงสว่าง
- อุปกรณ์ก่อสร้าง
- สินค้าบรรจุภัณฑ์
- การศึกษาและห้องปฏิบัติการ
- เสื้อผ้า กระเป๋า อุปกรณ์ตกแต่ง
- ผลิตภัณฑ์ดูแลและทำความสะอาด
- เกษตรกรรมและป่าไม้
- อุปกรณ์เครื่องกล
- อุปกรณ์สำหรับสัตว์เลี้ยง
- เครื่องครัว








ปั้นหม้อไฟฟ้า
Ningbo (P&M) Plastic Metal Products Co., Ltd. มีเทคโนโลยีการผลิตแม่พิมพ์มาเป็นเวลา 17 ปี และสามารถปรับแต่งการขึ้นรูปแบบหม้อไฟฟ้าได้ เราให้บริการปั้นหม้อไฟฟ้าแบบกำหนดเองอย่างมืออาชีพ และเราเป็นผู้ผลิตแม่พิมพ์ปั้นหม้อไฟฟ้าแบบมืออาชีพ เรามีประสบการณ์เพียงพอในการเลือกวัตถุดิบผลิตภัณฑ์และวัสดุแม่พิมพ์ ในกระบวนการปรับแต่งการปั้นหม้อไฟฟ้า โรงงานของเราสามารถให้บริการแบบครบวงจร เรามีความสามารถในการออกแบบและการผลิตที่เกี่ยวข้องกับการปั้นหม้อไฟฟ้า เช่น การออกแบบ CAD การผลิตแม่พิมพ์ การฉีดขึ้นรูป การผลิตผลิตภัณฑ์พลาสติก การประกอบ และเทคโนโลยีอื่น ๆ นอกจากนี้ บริษัทของเราได้สร้างความสัมพันธ์แบบร่วมมือกับซัพพลายเออร์วัตถุดิบพลาสติก ผู้ผลิตการพิมพ์ ฯลฯ เพื่อให้มั่นใจในการจัดหาวัตถุดิบและคุณภาพการพิมพ์
ส่งคำถาม
รายละเอียดสินค้า
ด้วยประสบการณ์อันยาวนานและห่วงโซ่อุปทานที่สมบูรณ์แบบ บริษัทของเราสามารถให้บริการลูกค้าด้วยผลิตภัณฑ์การปั้นหม้อไฟฟ้าแบบกำหนดเองคุณภาพสูง เพื่อตอบสนองความต้องการเฉพาะของพวกเขา ในเวลาเดียวกัน เรามีประสบการณ์ 10 ปีในการบริการการค้าต่างประเทศอย่างมืออาชีพ เข้าใจกระบวนการการค้าต่างประเทศ และให้บริการลูกค้าของเราได้ดียิ่งขึ้น สำหรับผลิตภัณฑ์การขึ้นรูปแบบหม้อไฟฟ้า เราสามารถผลิตชิ้นส่วนพลาสติกที่เกี่ยวข้องได้ ซึ่งส่วนใหญ่ทำผ่านแม่พิมพ์ฉีด




โครงพลาสติกของหม้อหุงข้าวไฟฟ้าเป็นตัวอย่างที่สำคัญของส่วนประกอบเครื่องฉีดขึ้นรูป ซึ่งต้องผ่านอุณหภูมิและความชื้นสูง การสัมผัสกับความร้อนเป็นเวลานาน และข้อกำหนดด้านความปลอดภัยเกรดอาหารที่เข้มงวด ขณะเดียวกันก็ให้ความสำคัญกับความสวยงามและความสมบูรณ์ของโครงสร้างไปพร้อมๆ กัน โดยทั่วไปส่วนประกอบหลัก ได้แก่ ฝาด้านบน ตัวเครื่องหลัก ฐาน ฝาครอบช่องระบายไอน้ำ แผงควบคุม วงแหวนตกแต่งหม้อชั้นใน ปุ่ม สลัก และฉากยึดรองรับฝาด้านใน เนื่องจากสภาพแวดล้อมในการปฏิบัติงานซึ่งมีคุณลักษณะเด่นคืออุณหภูมิที่สูงขึ้น ระดับความชื้นที่สูง และรอบความผันผวนของความร้อนที่ยืดเยื้อ ชิ้นส่วนพลาสติกเหล่านี้จึงอยู่ภายใต้ข้อกำหนดที่เข้มงวดเป็นพิเศษเกี่ยวกับการต้านทานความร้อน ความคงตัวของมิติ การต้านทานการเสื่อมสภาพ ความต้านทานต่อการแตกร้าวจากความเครียด และความปลอดภัยในการสัมผัสกับอาหาร กระบวนการฉีดขึ้นรูปจึงจำเป็นต้องมีการควบคุมอย่างพิถีพิถันโดยยึดหลักการหลัก 5 ประการ ได้แก่ ความต้านทานต่อการเสียรูปที่เกิดจากความร้อน ความต้านทานต่อการแตกร้าวที่เกิดจากความชื้น ความคงตัวของมิติ พื้นผิวที่มีความมันวาวสูง และความปลอดภัย (ไม่เป็นพิษ) ข้อควรพิจารณาที่สำคัญเฉพาะเจาะจงมีดังต่อไปนี้
การเลือกใช้วัสดุจะขึ้นอยู่กับหลักการทนความร้อน ความชื้น การปฏิบัติตามข้อกำหนดด้านอาหาร และความแข็งแกร่งสูงเป็นหลัก สำหรับส่วนประกอบภายนอกขนาดใหญ่ เช่น ตัวเครื่องหลักและฝาด้านบน โดยทั่วไปจะใช้วัสดุ เช่น ABS ทนความร้อน PP ดัดแปลง หรือ PP เสริมแรง วัสดุเหล่านี้ต้องมีระดับความต้านทานความร้อนที่ 110–130°C เพื่อทนต่อการแผ่รังสีความร้อนและการสัมผัสไอน้ำเป็นเวลานานโดยไม่ทำให้อ่อนลง เปลี่ยนรูป หรือเหลือง ABS ทนความร้อนเป็นที่นิยมสำหรับชิ้นส่วนแบบเปิดโล่งของรุ่นระดับไฮเอนด์ เนื่องจากมีความมันเงา ความแข็งแกร่ง และคุณลักษณะการหดตัวที่มั่นคงที่เหนือกว่า ในทางกลับกัน PP มักถูกใช้สำหรับส่วนประกอบโครงสร้าง เช่น ฐานและฝาครอบด้านหลัง เนื่องจากมีต้นทุนที่ต่ำกว่า ต้านทานความชื้นได้ดีเยี่ยม และมีความเหนียวโดยธรรมชาติ ส่วนประกอบที่มีความแม่นยำ รวมถึงแผงควบคุม ปุ่ม และวงแหวนตกแต่ง โดยทั่วไปจะใช้โลหะผสม PC/ABS ซึ่งให้ความแข็งแกร่งในการรับแรงกระแทกและความเสถียรของมิติที่เพิ่มขึ้น ซึ่งช่วยลดความเสี่ยงที่จะเกิดการตกขาวหรือการแตกร้าวที่เกิดจากความผันผวนของอุณหภูมิ ส่วนประกอบที่อาจสัมผัสกับความชื้นหรืออาหาร เช่น ขอบหม้อชั้นในและบริเวณรอบๆ ช่องระบายไอน้ำ จะต้องประดิษฐ์โดยใช้ PP เกรดอาหารหรือ ABS เกรดอาหาร วัสดุเหล่านี้ต้องปฏิบัติตามมาตรฐานความปลอดภัยในการสัมผัสกับอาหารอย่างเคร่งครัด เพื่อให้มั่นใจว่าไม่มีกลิ่น ปราศจากน้ำชะล้างที่เป็นพิษ และทนทานต่อการเสื่อมสภาพที่เกิดจากการสัมผัสกับน้ำเดือด นอกจากนี้ ส่วนประกอบทั้งหมดที่สัมผัสกับน้ำหรือความร้อนต้องมีความทนทานต่อไฮโดรไลซิสและการแตกร้าวจากความเครียดเพื่อป้องกันการเปราะ การเสียรูป หรือการเปลี่ยนสีระหว่างการทำงานเป็นเวลานานภายในสภาพแวดล้อมที่ร้อนและชื้น เกี่ยวกับการปรับสภาพวัตถุดิบ: ABS และ PC/ABS มีความสามารถในการดูดความชื้นสูง และต้องทำให้แห้งด้วยลมร้อนที่ 80–90°C เป็นเวลา 3–4 ชั่วโมง เพื่อลดปริมาณความชื้นให้ต่ำกว่า 0.03%; ซึ่งจะช่วยป้องกันการเกิดเส้นสีเงิน ฟองอากาศ หรือพื้นผิวด้านระหว่างการขึ้นรูป PP ซึ่งมีความสามารถในการดูดความชื้นต่ำไม่จำเป็นต้องทำให้แห้งมากนัก อย่างไรก็ตาม ในสภาพแวดล้อมที่มีความชื้น ควรอุ่นที่อุณหภูมิ 70°C เป็นเวลาหนึ่งชั่วโมงเพื่อขจัดรอยความชื้นบนพื้นผิว
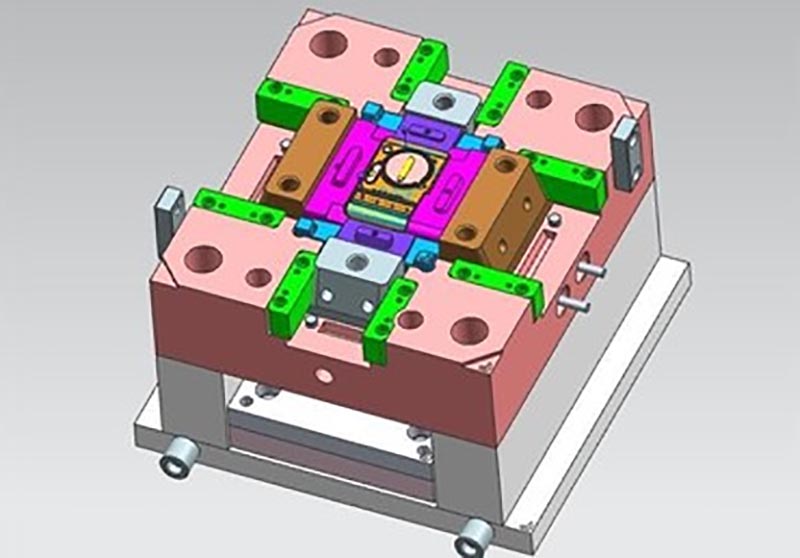
การออกแบบแม่พิมพ์มุ่งเน้นไปที่การแก้ไขปัญหาที่เกี่ยวข้องกับการบิดงอของพื้นผิวเรียบขนาดใหญ่ ความเสถียรของมิติในสภาพแวดล้อมที่ชื้นและร้อน การประกอบที่แม่นยำ และการถอดแบบถอดออก โดยทั่วไปแล้วตัวหม้อหุงข้าวจะมีช่องลึก พื้นผิวโค้งขนาดใหญ่ โครงเสริมความแข็งแรงจำนวนมาก และตำแหน่งแบบ snap-fit หลายตำแหน่ง เส้นแบ่งส่วนถูกจัดตำแหน่งตามแนวเส้นขอบสูงสุด โดยหลีกเลี่ยงพื้นที่ภายนอกที่มองเห็นได้ และระยะห่างในการปิดแม่พิมพ์ถูกควบคุมให้อยู่ภายใน 0.02 มม. เพื่อลดแสงวาบและครีบที่อาจส่งผลต่อความสมบูรณ์ของการประกอบและประสิทธิภาพการปิดผนึก ช่องแม่พิมพ์และแกนถูกสร้างขึ้นจากเหล็กกล้าแม่พิมพ์ 718 หรือ S136 และขัดเงาให้มีความหยาบผิว Ra 0.02–0.05 μm เพื่อให้แน่ใจว่าตัวเรือนมีความมันเงาสม่ำเสมอ ปราศจากรอยเชื่อม และทำความสะอาดได้ง่าย สำหรับตัวเสื้อในพื้นที่ขนาดใหญ่ จะต้องจัดเรียงโครงเสริมแรงอย่างมีกลยุทธ์ โดยควบคุมความหนาของโครงไว้ที่ 50–60% ของความหนาของผนังหลัก เพื่อป้องกันรอยยุบและการบิดงอที่เกิดจากการสัมผัสความร้อน รูประกอบ เสาระบุตำแหน่ง และคุณลักษณะแบบ snap-fit ได้รับการขึ้นรูปด้วยความแม่นยำสูง โดยรักษาพิกัดความเผื่อของขนาดไว้ภายใน ±0.05–0.1 มม. เพื่อให้แน่ใจว่าหม้อชั้นใน แผ่นทำความร้อน และชุดฝาจะแน่นแน่นและแน่นหนา ดังนั้นจึงป้องกันการรั่วไหลของไอน้ำ ขนาดของแม่พิมพ์ต้องได้รับการชดเชยอย่างแม่นยำตามอัตราการหดตัวของวัสดุ — 0.5–0.7% สำหรับ ABS และ 1.2–1.8% สำหรับ PP— เพื่อป้องกันไม่ให้ช่องว่างในการประกอบกว้างขึ้นหรือ snap-fit คลายตัวหลังจากใช้งานเป็นเวลานานที่อุณหภูมิสูง
สำหรับระบบประตู จะให้ความสำคัญกับนักวิ่งร้อนหรือประตูด้านข้างแบบหลายจุด สำหรับตัวเรือนขนาดใหญ่ ระบบหัวฉีดแบบจุดคู่ที่สมดุลถูกนำมาใช้เพื่อลดเส้นทางการไหลของการบรรจุ และลดรอยเชื่อมและความเค้นภายใน ตำแหน่งของประตูอยู่ในตำแหน่งที่สุขุมรอบคอบ เพื่อไม่ให้กระทบต่อความสวยงามภายนอกหรือความสมบูรณ์ของพื้นผิวการผสมพันธุ์ ระบบทำความเย็นมีความสำคัญอย่างยิ่งต่อการควบคุมการเสียรูป ช่องระบายความร้อนมีการกระจายอย่างสม่ำเสมอตามแนวรูปทรงของตัวเครื่อง ในช่องลึกและบริเวณที่มีผนังหนา ความหนาแน่นของช่องเหล่านี้จะเพิ่มขึ้นเพื่อให้แน่ใจว่าอุณหภูมิแม่พิมพ์จะผันผวนอยู่ภายใน ±3°C จึงรับประกันการระบายความร้อนที่สม่ำเสมอและลดการบิดเบี้ยวและความเครียดภายใน เน้นเป็นพิเศษในการออกแบบช่องระบายอากาศ ร่องระบายอากาศที่มีความลึก 0.02–0.03 มม. ถูกจัดวางไว้อย่างมีกลยุทธ์ที่ปลายของโพรงลึก ฐานของซี่โครง และมุม เพื่อป้องกันก๊าซไหม้ที่ติดอยู่ ช็อตสั้น และช่องว่าง คุณสมบัติเชิงโครงสร้างบนฝาหม้อและตัวเรือน เช่น รอยตัด ร่อง และคลิปแบบ snap-fit จะถูกถอดออกโดยใช้ตัวเลื่อนหรือตัวดีดที่ทำมุมเพื่อให้แน่ใจว่าการดีดออกจะราบรื่นโดยไม่มีรอยลากหรือการทำให้ขาวขึ้น ดังนั้นจึงป้องกันการแพร่กระจายของรอยแตกขนาดเล็กในสภาพแวดล้อมที่ชื้นและร้อน
วัตถุประสงค์หลักของกระบวนการฉีดขึ้นรูปคือความเสถียรของมิติ การป้องกันการเสียรูป ความเค้นภายในต่ำ และคุณภาพพื้นผิวที่สูง การเลือกอุปกรณ์มุ่งเน้นไปที่เครื่องฉีดขึ้นรูปที่มีแรงจับยึด 160–500 ตัน โดยใช้ปริมาตรการฉีดเทียบเท่ากับ 1.2–1.5 เท่าของน้ำหนักผลิตภัณฑ์ เพื่อให้มั่นใจว่ามีการขึ้นรูปพลาสติกอย่างทั่วถึงและการฉีดมีเสถียรภาพ การตั้งค่าอุณหภูมิแบ่งเป็นส่วน: สำหรับ ABS ทนความร้อน อุณหภูมิกระบอกตั้งไว้ที่ 220–260°C และอุณหภูมิแม่พิมพ์อยู่ที่ 50–70°C เพื่อปรับปรุงคุณภาพพื้นผิวและลดความเครียดภายใน สำหรับ PP ถังจะอยู่ที่ 190–220°C และแม่พิมพ์อยู่ที่ 40–60°C เพื่อปรับสมดุลการหดตัวของการตกผลึกและลดการเสียรูปเนื่องจากความร้อน และสำหรับ PC/ABS กระบอกอยู่ที่ 240–270°C และแม่พิมพ์อยู่ที่ 60–80°C เพื่อปรับปรุงความเสถียรของมิติ ความเร็วในการฉีดใช้โปรไฟล์การควบคุมสามขั้นตอน: เฟสความเร็วต่ำเริ่มต้นจะป้องกันการพ่น เฟสความเร็วปานกลางจะเติมส่วนหลักของชิ้นส่วน และเฟสความเร็วต่ำขั้นสุดท้ายจะรักษาเสถียรภาพของแรงดัน ป้องกันก๊าซและวาบไฟที่ติดอยู่
แรงดันการฉีดถูกกำหนดไว้ระหว่าง 80–130 MPa ปรับตามความหนาของผนังและความซับซ้อนของโครงสร้าง โดยใช้แรงดันที่สูงขึ้นเล็กน้อยสำหรับโพรงลึกและชิ้นส่วนที่มีผนังบาง แรงดันในการจับตั้งไว้ที่ 60%–75% ของแรงดันการฉีด โดยมีระยะเวลาในการกดค้างไว้ 10–25 วินาที ระยะนี้มุ่งเน้นไปที่การชดเชยการหดตัวที่จุดประกอบและมุม ดังนั้นจึงขจัดรอยยุบและการกดทับ แรงดันย้อนกลับจะคงอยู่ที่ 3–6 MPa เพื่อเพิ่มความเป็นเนื้อเดียวกันของหลอมเหลว และป้องกันการแปรผันของสีหรือการผสมสีที่ไม่สม่ำเสมอ เวลาในการทำความเย็นจะถูกควบคุมภายในช่วง 20–40 วินาที ขึ้นอยู่กับความหนาของผนัง เพื่อให้แน่ใจว่าผลิตภัณฑ์ได้รับการติดตั้งอย่างสมบูรณ์ก่อนที่จะดีดออก ซึ่งจะช่วยป้องกันการเสียรูปหรือเกาะติดกับแม่พิมพ์ การดีดออกจะดำเนินการโดยใช้แผ่นดีดตัวและระบบพินที่รวมกัน เพื่อให้มั่นใจว่ามีการกระจายแรงสม่ำเสมอและป้องกันไม่ให้ "เครื่องหมายของดีดตัว" เช่น การฟอกขาวหรือส่วนที่ยื่นออกมา ไม่ให้ปรากฏบนพื้นผิวเรียบขนาดใหญ่
หลังการประมวลผลและการตรวจสอบคุณภาพดำเนินการตามมาตรฐานความปลอดภัยสำหรับเครื่องใช้ในบ้านและเครื่องครัวอย่างเคร่งครัด หลังจากการขึ้นรูป ประตู แฟลช และครีบจะถูกกำจัดออกอย่างพิถีพิถัน ส่วนประกอบด้านสุนทรียศาสตร์ได้รับการตรวจสอบการแปรผันของสี รอยขีดข่วน เส้นเชื่อม และความมันเงาของพื้นผิว ส่วนประกอบโครงสร้างได้รับการตรวจสอบระยะห่างของรูในการติดตั้ง ความเรียบ และความแข็งแรงแบบ snap-fit ความคลาดเคลื่อนของขนาดจะถูกควบคุมภายใน ±0.05–0.1 มม. เพื่อให้มั่นใจว่าการประกอบมีความเสถียร การทดสอบความน่าเชื่อถือประกอบด้วย: การทดสอบความต้านทานต่ออุณหภูมิสูง (ทนต่อสภาพแวดล้อมที่มีอุณหภูมิ 110–125°C เป็นเวลา 2–4 ชั่วโมงโดยไม่ทำให้อ่อนตัว เสียรูป หรือเหลือง); และการทดสอบการเสื่อมสภาพด้วยความร้อนชื้น (โดยต้องทนต่อการสัมผัสกับสภาพแวดล้อมที่มีอุณหภูมิสูงและมีความชื้นสูงเป็นเวลานานโดยไม่เกิดการแตกร้าว การเปลี่ยนสี หรือไวท์เทนนิ่งที่เกิดจากความเครียด) ส่วนประกอบสำหรับสัมผัสกับอาหารได้รับการทดสอบกลิ่นและความปลอดภัยโดยเฉพาะ เพื่อให้แน่ใจว่าไม่มีกลิ่นไม่พึงประสงค์และไม่มีการชะล้างสารพิษ
เกี่ยวกับการป้องกันและควบคุมข้อบกพร่องทั่วไป: การบิดเบี้ยวและการเสียรูปของตัวเครื่องมักเกิดจากการระบายความร้อนที่ไม่สม่ำเสมอ อุณหภูมิของแม่พิมพ์ที่ไม่เหมาะสม หรือความเครียดภายในที่มากเกินไป ปัญหาเหล่านี้จำเป็นต้องปรับเค้าโครงช่องระบายความร้อนให้เหมาะสม ขยายเวลาการทำความเย็น และการปรับแรงกดค้างไว้ รอยยุบและการยุบมักเป็นผลมาจากซี่โครงที่หนาเกินไปหรือแรงกดยึดไม่เพียงพอ โซลูชันเกี่ยวข้องกับการปรับการออกแบบโครงสร้างให้เหมาะสมและการเพิ่มแรงกดในการยึด เส้นสีเงินและพื้นผิวด้านนั้นเกิดจากความชื้นในวัตถุดิบ ต้องบังคับใช้โปรโตคอลการอบแห้งที่เข้มงวด เส้นเชื่อมที่โดดเด่นสามารถลดลงได้โดยการเพิ่มอุณหภูมิของแม่พิมพ์และความเร็วในการฉีด เช่นเดียวกับการเพิ่มการระบายอากาศ แฟลช (วัสดุส่วนเกิน) มักเกิดจากแรงจับยึดไม่เพียงพอหรือการสึกหรอของแม่พิมพ์ ซึ่งจำเป็นต้องเพิ่มแรงจับยึดและซ่อมแซมเส้นแยกของแม่พิมพ์ การแตกร้าวในสภาพแวดล้อมที่มีความร้อนชื้นมักเกิดจากความเครียดภายในที่มากเกินไป ซึ่งสามารถบรรเทาลงได้ด้วยการอบอ่อนหรือโดยการลดความดันในการฉีด
โดยรวมแล้ว ข้อกำหนดหลักสำหรับการฉีดขึ้นรูปตัวเรือนหม้อหุงข้าวพลาสติก ได้แก่ ความต้านทานความร้อนและความชื้น ความคงตัวของมิติ ความต้านทานต่อการเสียรูปและการแตกร้าว ความปลอดภัยระดับอาหาร และรูปลักษณ์ที่สวยงามและสวยงามสม่ำเสมอ ด้วยการควบคุมอย่างพิถีพิถันของกระบวนการทั้งหมด ซึ่งรวมถึงการเลือกวัสดุ การออกแบบแม่พิมพ์ พารามิเตอร์การประมวลผล และการตรวจสอบคุณภาพ ตัวเครื่องสามารถรักษาเสถียรภาพและความน่าเชื่อถือได้แม้จะอยู่ภายใต้อุณหภูมิสูง ความชื้นสูง และวงจรร้อนและเย็นสลับกันเป็นเวลานาน ดังนั้นจึงตอบสนองข้อกำหนดที่ครอบคลุมสำหรับหม้อหุงข้าวที่เกี่ยวข้องกับความปลอดภัย ความทนทาน ความสมบูรณ์ของการปิดผนึก และความสวยงาม
เราคือผู้ผลิตแม่พิมพ์ฉีดหม้อไฟฟ้า โดยให้การผลิตแม่พิมพ์ฉีดหม้อไฟฟ้าคุณภาพสูง ตราบใดที่คุณต้องการปรับแต่ง/พัฒนาผลิตภัณฑ์การขึ้นรูปแบบหม้อไฟฟ้า คุณสามารถหาเราได้ เรามีการออกแบบแม่พิมพ์ฉีดแบบมืออาชีพและเทคโนโลยีการผลิตที่ครบวงจร โดยให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่งสินค้า เราสามารถช่วยคุณในทุกลิงค์ ตราบใดที่คุณมาหาเรา เราจะให้บริการที่ดีที่สุดแก่คุณและตอบสนองคุณในแง่ของคุณภาพผลิตภัณฑ์ เวลาในการผลิต การเจรจาข้อมูล ฯลฯ
|
ชื่อสินค้า |
การปั้นลู่วิ่งไฟฟ้า |
|
กรุณาให้ |
2D, 3D, ตัวอย่างหรือขนาดของ ภาพหลายมุม |
|
เวลาแม่พิมพ์ |
20-35 วัน |
|
เวลาสินค้า |
7-15 วัน |
|
ความแม่นยำของแม่พิมพ์ |
+/-0.01มม |
|
ชีวิตเชื้อรา |
50-100 ล้านช็อต |
|
กระบวนการผลิต |
แบบตรวจสอบ - การวิเคราะห์การไหลของแม่พิมพ์ - การตรวจสอบการออกแบบ - วัสดุที่กำหนดเอง - การแปรรูปแม่พิมพ์ - การประมวลผลหลัก - การตัดเฉือนอิเล็กโทรด - ระบบรันเนอร์ การประมวลผล - การประมวลผลชิ้นส่วนและการจัดหา - การยอมรับการตัดเฉือน - ช่อง กระบวนการปรับสภาพพื้นผิว - โหมดซับซ้อน ดาย - ทั้งหมด การเคลือบพื้นผิวแม่พิมพ์ - แผ่นยึด - ตัวอย่างแม่พิมพ์ - การทดสอบตัวอย่าง - การส่ง ตัวอย่าง |
|
ช่องแม่พิมพ์ |
หนึ่งช่อง หลายช่อง หรือเหมือนกัน ผลิตภัณฑ์ที่แตกต่างกันจะทำร่วมกัน |
|
วัสดุแม่พิมพ์ |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
ระบบรันเนอร์ |
นักวิ่งที่ร้อนแรงและนักวิ่งที่เย็น |
|
วัสดุฐาน |
P20,2738,2344,718,S136,8407,NAK80,SKD61,H13 |
|
เสร็จ |
เจาะคำ ขัดกระจก พื้นผิวด้าน, striae |
|
มาตรฐาน |
HASCO, DME หรือขึ้นอยู่กับ |
|
เทคโนโลยีหลัก |
งานกัด, งานเจียร, CNC, EDM, ลวด ตัด, แกะสลัก, EDM, เครื่องกลึง, พื้นผิว ฯลฯ |
|
ซอฟต์แวร์ |
CAD, PRO-E, UG เวลาออกแบบ: 1-3 วัน (สถานการณ์ปกติ) |
|
วัสดุของผลิตภัณฑ์ |
ABS, PP, PC, PA6, PA66, TPU, POM, PBT, PVC, HIPS, PMMA, TPE, PC/ABS, TPV, TPO, TPR, EVA, HDPE, LDPE, CPVC, PVDF, PPSU.PPS |
|
ระบบคุณภาพ |
ISO9001:2008 |
|
กำหนดเวลา |
20 วัน |
|
อุปกรณ์ |
CNC, EDM, ตัด เครื่องจักร เครื่องจักรพลาสติก ฯลฯ แม่พิมพ์กระเป๋าเดินทางพลาสติกเจ้อเจียง |


การทำแม่พิมพ์ฉีดพลาสติก

ข้อกำหนดการขึ้นรูปพลาสติก

การออกแบบแม่พิมพ์:



ขั้นตอนการทำธุรกรรม:

การทดสอบแม่พิมพ์:


บรรจุภัณฑ์ของผลิตภัณฑ์

โรงงาน
เราเป็นโรงงานแม่พิมพ์พลาสติกแบบกำหนดเอง โรงงานของเราเป็นผู้ผลิตแม่พิมพ์ฉีดพลาสติก เรามีประสบการณ์ 17 ปีในแม่พิมพ์พลาสติกแบบกำหนดเองแบบมืออาชีพและประสบการณ์การค้าต่างประเทศ 10 ปี เราคือผู้จำหน่ายแม่พิมพ์พลาสติกแบบกำหนดเอง เราสามารถให้บริการแม่พิมพ์พลาสติกแบบกำหนดเองได้ โรงงานของเราสามารถผลิตชิ้นส่วนพลาสติกฉีดขึ้นรูป และคุณภาพของผลิตภัณฑ์จะตอบสนองคุณ
เรามีเครื่องจักรระดับไฮเอนด์มากกว่า 50 เครื่อง และวิศวกรและนักออกแบบหลายร้อยคน เราสามารถให้บริการแบบครบวงจรตั้งแต่การออกแบบผลิตภัณฑ์ - การทำแม่พิมพ์ - การผลิตผลิตภัณฑ์ - การบรรจุผลิตภัณฑ์ - การขนส่ง เรามีห่วงโซ่การผลิตที่สมบูรณ์ เราสามารถตอบสนองทุกความต้องการของคุณได้
บริการที่เรามีให้:
บริการแม่พิมพ์แบบกำหนดเองแบบมืออาชีพ การออกแบบและการผลิตแม่พิมพ์พลาสติก การผลิตผลิตภัณฑ์พลาสติก การออกแบบผลิตภัณฑ์ การออกแบบแม่พิมพ์ การปรับแต่งแม่พิมพ์เป่า การปรับแต่งแม่พิมพ์แบบหมุน การปรับแต่งแม่พิมพ์หล่อ บริการการพิมพ์ 3 มิติ บริการการผลิต CNC บรรจุภัณฑ์ของผลิตภัณฑ์ บรรจุภัณฑ์ตามสั่ง บริการจัดส่ง










เรายึดมั่นในหลักการของคุณภาพก่อนและหลังเสมอ ในขณะที่มอบผลิตภัณฑ์คุณภาพสูงสุดแก่ลูกค้า พยายามเพิ่มประสิทธิภาพการผลิตให้สูงสุดและลดเวลาในการผลิตให้สั้นลง เราภูมิใจที่จะบอกลูกค้าทุกคนว่าบริษัทของเราไม่เคยสูญเสียลูกค้าเลยนับตั้งแต่ก่อตั้ง หากมีปัญหากับผลิตภัณฑ์ เราจะหาวิธีแก้ปัญหาอย่างแข็งขันและรับผิดชอบจนถึงที่สุด

คำถามที่พบบ่อย
Q1: คุณเป็น บริษัท การค้าหรือผู้ผลิตหรือไม่?
ตอบ: เราเป็นผู้ผลิต
ไตรมาสที่ 2 ฉันจะได้รับใบเสนอราคาได้เมื่อใด
ตอบ: โดยปกติแล้วเราจะเสนอราคาภายใน 2 วันหลังจากที่เราได้รับคำถามจากคุณ
หากคุณเร่งด่วนมาก โปรดโทรหาเราหรือแจ้งให้เราทราบทางอีเมลของคุณเพื่อให้เราสามารถเสนอราคาให้คุณได้ก่อน
ไตรมาสที่ 3 ระยะเวลารอคอยสำหรับแม่พิมพ์นานแค่ไหน?
ตอบ: ทุกอย่างขึ้นอยู่กับขนาดและความซับซ้อนของผลิตภัณฑ์ โดยปกติระยะเวลารอคอยคือ 25 วัน
ไตรมาสที่ 4 ฉันไม่มีการวาดภาพ 3 มิติ ฉันจะเริ่มโปรเจ็กต์ใหม่ได้อย่างไร
ตอบ: คุณสามารถจัดหาตัวอย่างการขึ้นรูปให้เราได้ เราจะช่วยคุณในการออกแบบภาพวาด 3 มิติให้เสร็จสิ้น
คำถามที่ 5 ก่อนจัดส่งจะตรวจสอบคุณภาพผลิตภัณฑ์ได้อย่างไร?
ตอบ: หากคุณไม่ได้มาที่โรงงานของเราและไม่มีบุคคลที่สามมาตรวจสอบ เราจะเป็นเจ้าหน้าที่ตรวจสอบของคุณ
เราจะจัดหาวิดีโอสำหรับรายละเอียดกระบวนการผลิตให้คุณ รวมถึงรายงานกระบวนการ โครงสร้างขนาดผลิตภัณฑ์และรายละเอียดพื้นผิว รายละเอียดการบรรจุและอื่นๆ
คำถามที่ 6 เงื่อนไขการชำระเงินของคุณคืออะไร?
A: การชำระเงินแม่พิมพ์: เงินมัดจำ 40% โดย T / T ล่วงหน้า 30% การชำระเงินแม่พิมพ์ครั้งที่สองก่อนที่จะส่งออกตัวอย่างทดลองแรก ยอดแม่พิมพ์ 30% หลังจากที่คุณยอมรับตัวอย่างสุดท้าย
B: การชำระเงินการผลิต: เงินมัดจำล่วงหน้า 50%, 50% ก่อนที่จะส่งสินค้าขั้นสุดท้าย
Q7: คุณทำให้ธุรกิจของเรามีความสัมพันธ์ที่ดีในระยะยาวได้อย่างไร?
ตอบ:1. เรารักษาคุณภาพที่ดีและราคาที่แข่งขันได้เพื่อให้มั่นใจว่าลูกค้าของเราจะได้รับประโยชน์จากผลิตภัณฑ์ที่มีคุณภาพดีที่สุด
2. เราเคารพลูกค้าทุกคนในฐานะเพื่อนของเรา และเราทำธุรกิจและเป็นเพื่อนกับพวกเขาอย่างจริงใจไม่ว่าพวกเขาจะมาจากไหนก็ตาม
แท็กยอดนิยม: ปั้นหม้อไฟฟ้า จีน ผู้ผลิต ผู้จำหน่าย โรงงาน กำหนดเอง ขายส่ง ซื้อ คุณภาพ ขายล่าสุด ทำในประเทศจีน
หมวดหมู่ที่เกี่ยวข้อง
เครื่องใช้ด้านภาพและเสียง
เครื่องใช้ไฟฟ้า
เครื่องใช้ในบ้าน
สิ่งจำเป็นส่วนตัว
เครื่องใช้ดิจิตอล
เครื่องใช้ในครัว
เครื่องใช้ในห้องน้ำ
เครื่องใช้ที่เป็นมิตรกับสิ่งแวดล้อม
ส่งคำถาม
โปรดส่งคำถามของคุณในแบบฟอร์มด้านล่าง เราจะตอบกลับคุณภายใน 24 ชั่วโมง








